


一分钟的时间,对于了解我们的精密焊管零售产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:精密焊管零售的图文介绍
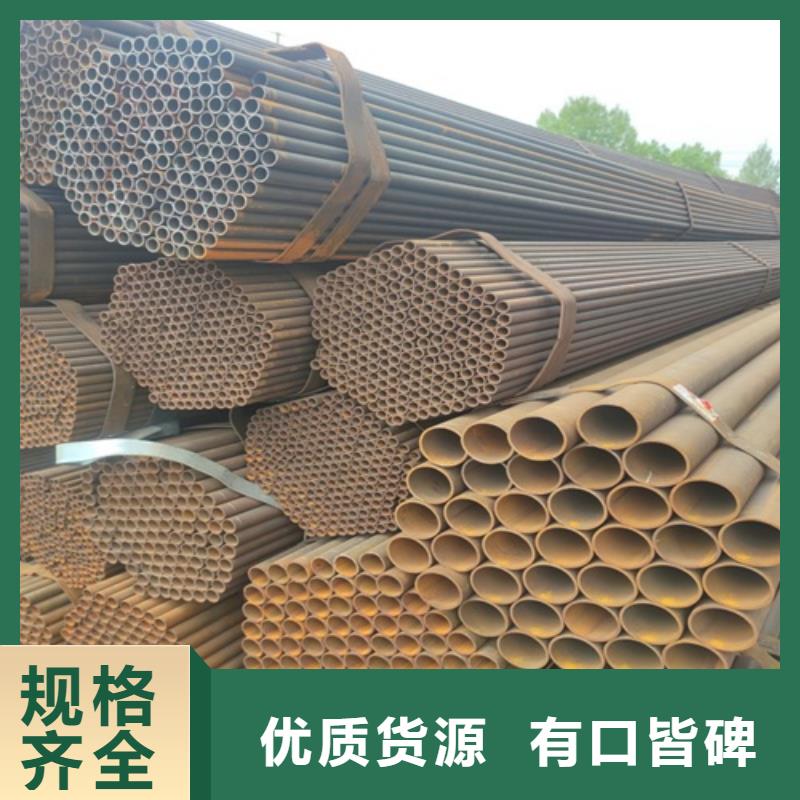
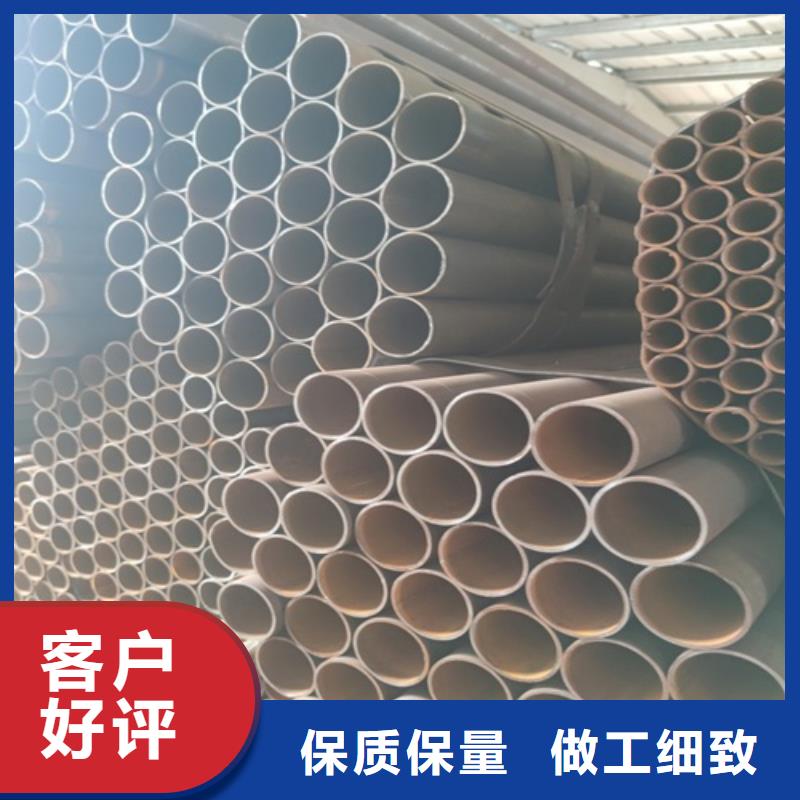
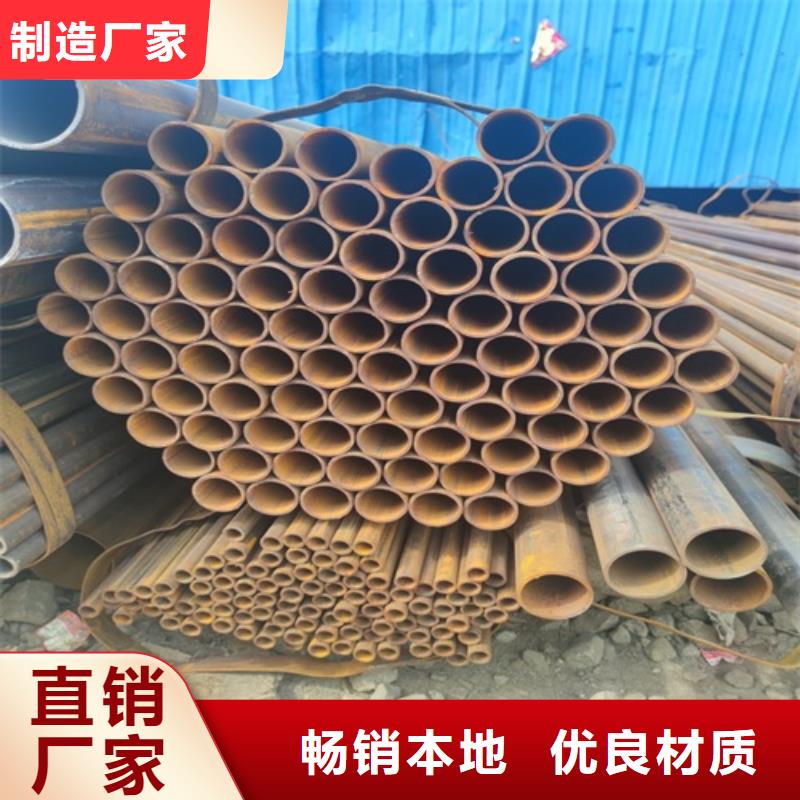
焊管的主要生产步骤 焊管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。 原材料在投入前都要经过严格的理化检验,带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。 采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送;采用外控或内控辊式成型。;采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 焊管焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。再采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。 焊管的焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。



华尔网Q345B焊管应从工艺因素上采取以下措施可防止夹渣: 1)采用低氢型碱性焊条。由于药皮含有大量的大理石和氟化钙,使熔渣颗粒比重较小。较大量的氟化钙会使熔渣稀释,流动性得到改善,熔渣的表面张力较大,易于聚结。 2)保证华尔网Q345B焊管装配质量。坡口角度与钝边大小应合理选择,并尽量敲到装配间隙均匀。注意清理好坡口处的氧化皮等脏物。 3)正确选择合适的Q345B焊管焊接工艺规范,如电流过小,熔池停留时间短促,熔渣的流动性不好来不及浮出就造成夹渣。电流过大又会使药皮发红脱落,造成大块夹渣。焊条不希望作大幅度的横向摆动。焊缝接头处的药皮应提前打好再接头,以避免接头夹渣。



鹏鑫钢铁有限公司是一家集 陕西商洛镀锌钢管厂科研、开发、制造、销售、出口为一体的现代化企业,公司多年来致力于 陕西商洛镀锌钢管厂的研发,现已成为 陕西商洛镀锌钢管厂行业可信赖的厂家。
鹏鑫钢铁有限公司自成立以来产品不断更新,并以先进的加工设备和精湛的工艺严格的检验测试,为客户提供好的 陕西商洛镀锌钢管厂产品而取得用户的一致好评, 陕西商洛镀锌钢管厂产品远销全国各地及国外,产品深受广大客户的好评,我们愿以好的产品,好的售后服务,竭诚为中外客商提供。


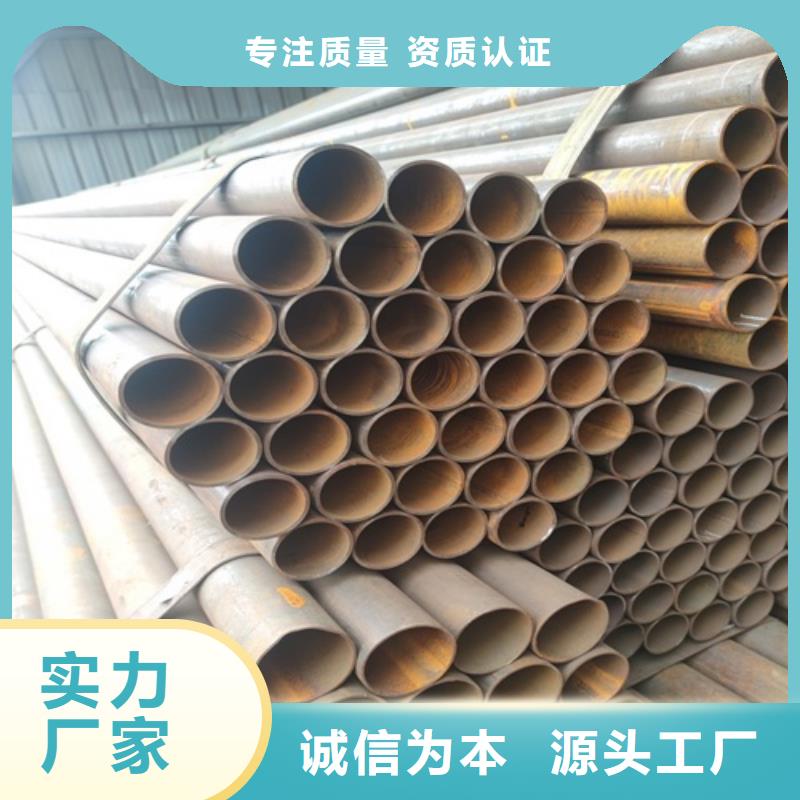
华尔网大口径焊管一般采用的是双面埋弧焊焊接工艺,根据其焊缝的不同可以分为大口径直缝焊管和大口径螺旋焊管,其中直缝钢管根据成型方式的不同可以分为又分为UOE、RBE、JCOE钢管等。大口径直缝焊管生产工艺简单,生产效率高,成本低,而大口径螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是生产效率相比与之缝钢管来说比较的低。大口径焊管主要应用于大型管道工程、输水输气工程、城市管网建设,市政工程,给水排水工程,大型建筑钢结构,桩基础等方面。大口径焊管的主要检测方法以探伤检测为主。采用机焊和人工焊相结合的方法。



