



不要错过这部精心制作的流体用无缝钢管可定做产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
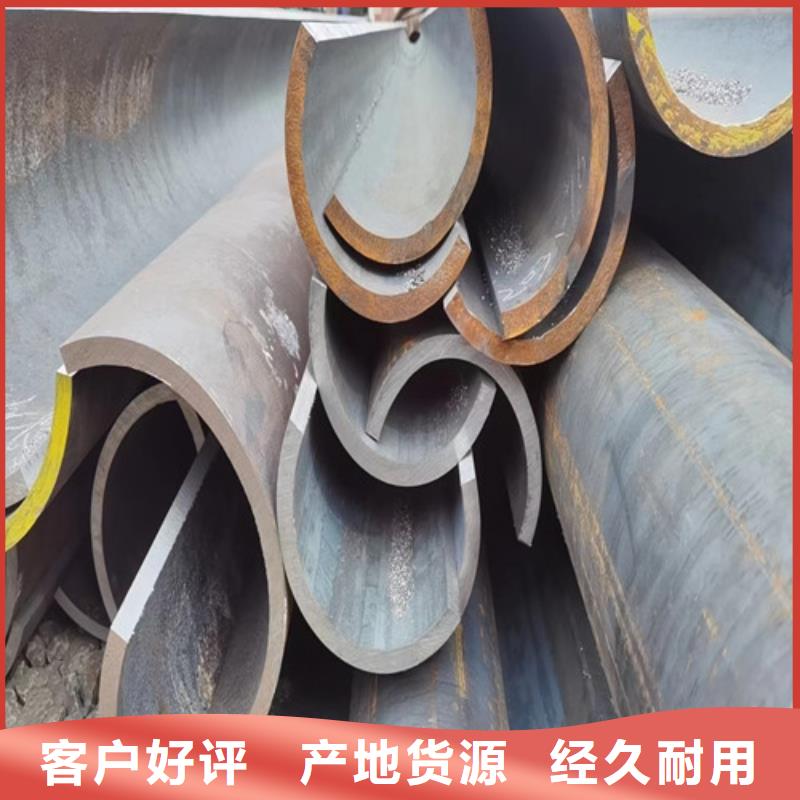
以下是:流体用无缝钢管可定做的图文介绍

钢材表面易产生结疤。原因有两点:钢材材质不均匀,杂质多。材厂家导卫设备简陋,容易粘钢,这些杂质咬人轧辊后易产生结疤。 材表面易产生裂纹,原因是它的坯料是土坯,土坯气孔多,土坯在冷却的过程中由于受到热应力的作用,产生裂痕,经过轧制后就有裂纹。
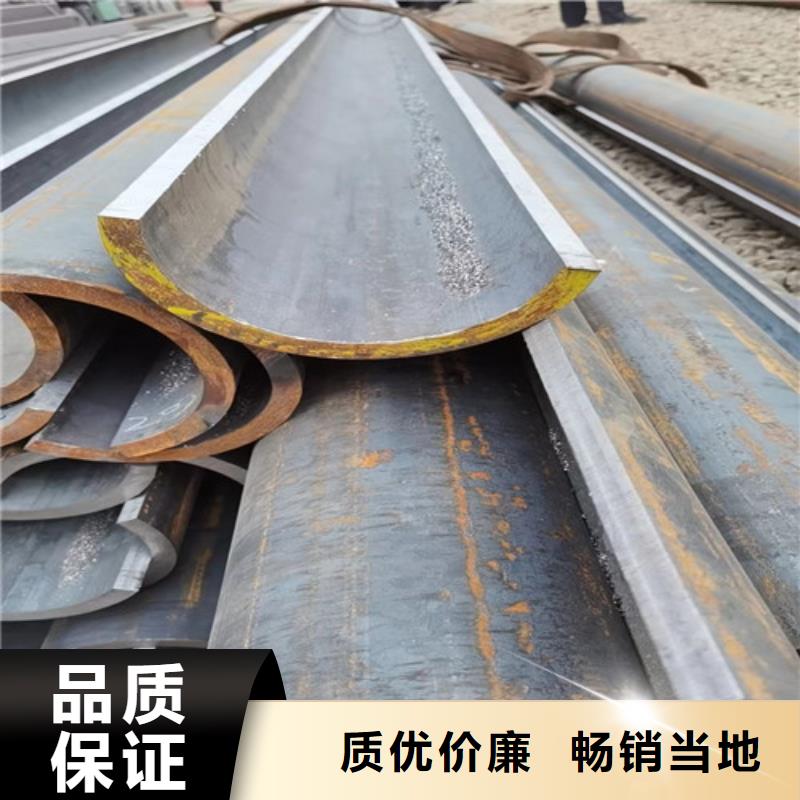
钢材容易刮伤,原因是材厂家设备简陋,易产生毛刺,刮伤钢材表面。深度刮伤降低钢材的强度。 钢材无金属光泽,呈淡红色或类似生铁的颜色,原因有两点二、它的坯料是土坯。材轧制的温度不标准,他们的钢温是通过目测的,这样无法按规定的奥氏体区域进行轧制,钢材的性能自然就无法达标。
钢材的横筋细而低,经常出现充不满的现象,原因是厂家为达到大的负公差,成品前几道的压下量偏大,铁型偏小,孔型充不满。 钢材的横截面呈椭圆形,原因是厂家为了节约材料,成品辊前二道的压下量偏大,这种螺纹钢的强度大大地下降,而且也不符合螺纹钢外形尺寸的标准。
钢材容易刮伤,原因是材厂家设备简陋,易产生毛刺,刮伤钢材表面。深度刮伤降低钢材的强度。 钢材无金属光泽,呈淡红色或类似生铁的颜色,原因有两点二、它的坯料是土坯。材轧制的温度不标准,他们的钢温是通过目测的,这样无法按规定的奥氏体区域进行轧制,钢材的性能自然就无法达标。
钢材的横筋细而低,经常出现充不满的现象,原因是厂家为达到大的负公差,成品前几道的压下量偏大,铁型偏小,孔型充不满。 钢材的横截面呈椭圆形,原因是厂家为了节约材料,成品辊前二道的压下量偏大,这种螺纹钢的强度大大地下降,而且也不符合螺纹钢外形尺寸的标准。


40cr无缝管供货状态及硬度
退火态,硬度≤207HBS。
40Cr弹性模数:弹性模量E(20℃) /MPa 200000~211700 ,切变模量G(20℃) 80800
40cr无缝管的淬火工艺
40Cr淬火850℃,油冷;回火520℃,水冷、油冷。40Cr无缝管表面淬火硬度为HRC52-60,火焰淬火能达到HRC48-55。
40cr无缝管氮化处理
40Cr属于可氮化钢,其所含元素有利于氮化。40Cr经氮化处理后可获得较高的表面硬度,40Cr调质后氮化处理硬度 能达到HRA72~78,即HRC43~55。
氮化工件工艺路线:锻造-退火-粗加工-调质-精加工-除应力-粗磨-氮化-精磨或研磨。由于氮化层薄,并且较脆,因此要求有较高强度的心部组织,所以要先进行调质热处理,获得回火索氏体40cr无缝管焊接
40Cr焊接前注意预热,以防止因基体散热,造成焊缝内部激冷淬裂。焊接后调质前 加一遍正火。
40cr无缝管的焊接性:
结晶时易偏析,对结晶裂纹(一种热裂纹)比较敏感,焊接时容易在弧坑和焊缝中凹下的部分开裂。含碳量较高,快冷时易得到对冷裂纹很敏感的淬硬组织(马氏体组织)。过热区在冷速较大时,很容易形成硬脆的高碳马氏体而使过热区脆化。
焊接工艺要点:
1、一般在退火(正火)状态下进行焊接。
2、焊接方法不受限制
3、用较大线能量,适当提高预热温度,一般预热温度及层间温度可控制在250~300℃之间。
4、焊接材料应保证熔敷金属的成分与母材基本相同,如J107-Cr
5、焊后应及时进行调质热处理。若及时进行调质处理有困难,可进行中间退火或在高于预热的温度下保温一段时间,以排除扩散氢并软化组织。 对结构复杂、焊缝较多的产品,可在焊完一定数量的焊缝后,进行一次中间退火。
退火态,硬度≤207HBS。
40Cr弹性模数:弹性模量E(20℃) /MPa 200000~211700 ,切变模量G(20℃) 80800
40cr无缝管的淬火工艺
40Cr淬火850℃,油冷;回火520℃,水冷、油冷。40Cr无缝管表面淬火硬度为HRC52-60,火焰淬火能达到HRC48-55。
40cr无缝管氮化处理
40Cr属于可氮化钢,其所含元素有利于氮化。40Cr经氮化处理后可获得较高的表面硬度,40Cr调质后氮化处理硬度 能达到HRA72~78,即HRC43~55。
氮化工件工艺路线:锻造-退火-粗加工-调质-精加工-除应力-粗磨-氮化-精磨或研磨。由于氮化层薄,并且较脆,因此要求有较高强度的心部组织,所以要先进行调质热处理,获得回火索氏体40cr无缝管焊接
40Cr焊接前注意预热,以防止因基体散热,造成焊缝内部激冷淬裂。焊接后调质前 加一遍正火。
40cr无缝管的焊接性:
结晶时易偏析,对结晶裂纹(一种热裂纹)比较敏感,焊接时容易在弧坑和焊缝中凹下的部分开裂。含碳量较高,快冷时易得到对冷裂纹很敏感的淬硬组织(马氏体组织)。过热区在冷速较大时,很容易形成硬脆的高碳马氏体而使过热区脆化。
焊接工艺要点:
1、一般在退火(正火)状态下进行焊接。
2、焊接方法不受限制
3、用较大线能量,适当提高预热温度,一般预热温度及层间温度可控制在250~300℃之间。
4、焊接材料应保证熔敷金属的成分与母材基本相同,如J107-Cr
5、焊后应及时进行调质热处理。若及时进行调质处理有困难,可进行中间退火或在高于预热的温度下保温一段时间,以排除扩散氢并软化组织。 对结构复杂、焊缝较多的产品,可在焊完一定数量的焊缝后,进行一次中间退火。



九晨钢铁制造有限公司是一家专用从事 广东汕尾异型管的企业,公司位于大渡口区建桥大道。 本公司主要生产: 广东汕尾异型管,产品畅销29个省(市、自治区),深受广大用户的信赖。 在新世纪新时期,随着经济全球化的加剧,对中国企业的要求越来越高,企业生产的产品不仅要有可靠的质量保证,而且还要借助当今的经营管理方法,广告营销手段整合公司一切资源优势,才能使企业在竞争日趋激烈的市场环境中立于不败之地。营销网络是企业对内对外终端的触角,也是对用户完善服务的保障。 “诚信、务实、创新、发展”,在历经了无数次的考验,面对市场危机带来的严峻挑战,我们公司决策层大智大勇,果断出击,在产品的品质,售前、售中、售后服务网络等方面推陈出新不断升级,使我们公司的规模进一步壮大,我们公司产品销量稳步上升。良好的市场网络源于“以品质为基本依托,以品牌为价值认同,以诚信广结商盟”。 公司秉承诚信合作、创新共赢的经营理念,坚持质量为本,顾客至上,优质服务为宗旨,公司愿与各界朋友真诚合作共创美好未来!


中国现行无缝钢管标准:
1.现行无缝钢管标准:共有47项 其中:GB 25 项 HB 3 项 特殊用途19项;基础 2项 产品 45项
2.常用标准:
① GB/T 2102-2006 钢管的验收、包装、标志和质量证明书。
② GB/T 17395-2008 无缝钢管尺寸、外形、重量及允许偏差。
③ GB 5310-2008 高压锅炉用无缝钢管。
④ GB 9948-2013 石油裂化用无缝钢管。
⑤ GB 6479-2013 高压化肥设备用无缝钢管。
⑥GB 18248-2008 气瓶用无缝钢管。
1.现行无缝钢管标准:共有47项 其中:GB 25 项 HB 3 项 特殊用途19项;基础 2项 产品 45项
2.常用标准:
① GB/T 2102-2006 钢管的验收、包装、标志和质量证明书。
② GB/T 17395-2008 无缝钢管尺寸、外形、重量及允许偏差。
③ GB 5310-2008 高压锅炉用无缝钢管。
④ GB 9948-2013 石油裂化用无缝钢管。
⑤ GB 6479-2013 高压化肥设备用无缝钢管。
⑥GB 18248-2008 气瓶用无缝钢管。



