


我们精心制作的不锈钢桥梁护栏绿洲适合大面积采用产品视频已经准备就绪,【解锁新品!】不锈钢桥梁护栏绿洲适合大面积采用产品视频,带你穿越新品体验之旅!
以下是:不锈钢桥梁护栏绿洲适合大面积采用的图文介绍
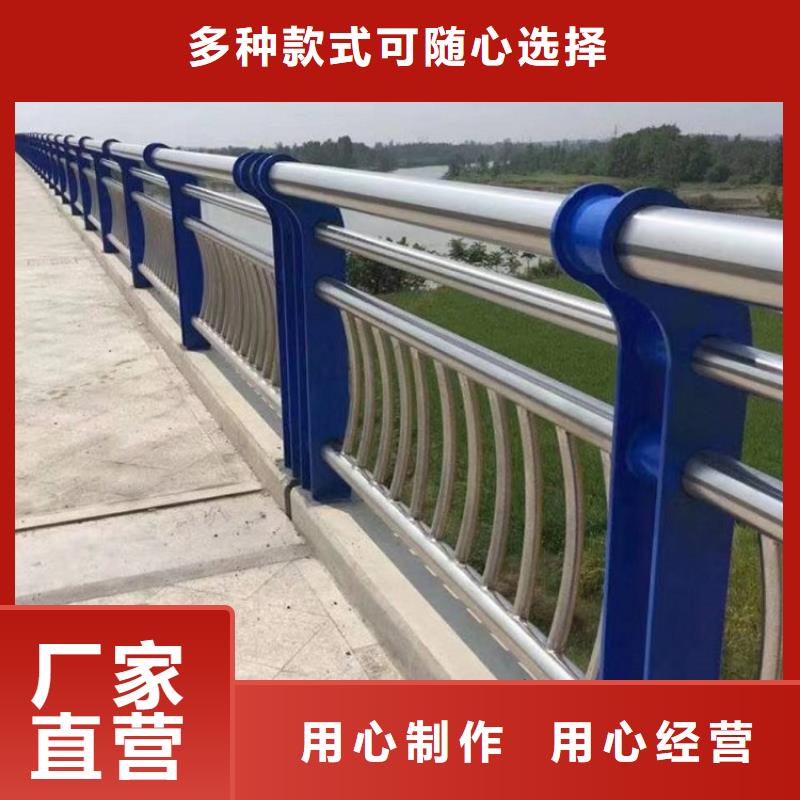
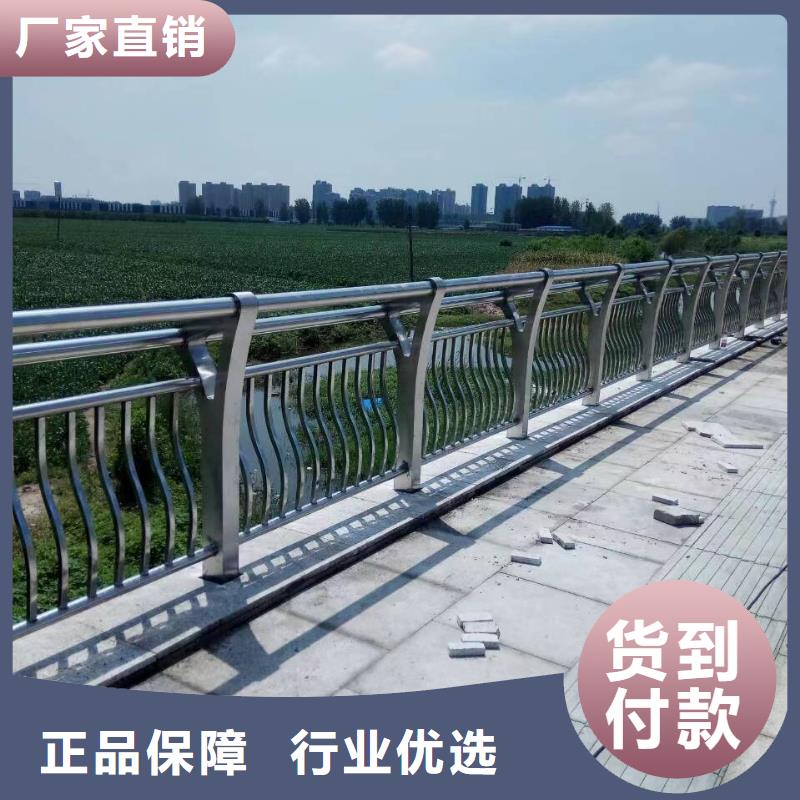
绿洲安防科技有限公司常年生产销售各种材质与规格的 山西隔离护栏, 山西隔离护栏生产厂家,可定做各种型号 山西隔离护栏,,欢迎来人来电洽谈业务。



6.1.3经供需双方协商,不锈钢复合管可选用其他牌 的材料制造。6.2制造方法如需方没有特殊要求,不锈钢复合管造方法由生产厂自行选择。6.3工艺性能6.3.1压扁试验将不锈钢复合管试样的外径压扁至管径的1/3时,试样不得有裂纹或裂口。
6.3.2扩口试验顶心锥度为60度,将不锈钢复合管试样的外径扩至管径的6%时,不得有裂纹和裂口。6.3.3弯曲试验弯曲角度为90度,弯心半径为不锈钢复合管外径的3.5倍,不锈钢复合管试样弯曲处内侧面不得有皱褶。6.4表面质量6.4.1不锈钢复合管的外表面应清洁,不得有裂纹、划伤、折叠、分层、氧化皮和明显的焊道缺陷。6.4.2不锈钢复合管基材应包覆紧密、匀称。6.4.3不锈钢复合管表面粗糙度(即光亮度):a)圆管外径小于等于63.5mm时,其表面粗糙度不低于400 。b)圆管外径大于63.5mm时,其表面粗糙度不低于320 。c)方形管和矩形管的表面粗糙度应不低于320 。



1.不锈钢复合管栏杆焊接采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。
2.一般适合于6mm以下薄板的焊接,不锈钢复合管栏杆具有焊缝成型美观,焊接变形量小的特点。
3.保护气体为,纯度为99.99%。当焊接电流为50~50A时,流量为8~0L/min,当电流为50~250A时,流量为2~5L/min。
4.钨极从气体喷嘴突出的长度,以4~5mm为佳,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm
5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
6.不锈钢复合管栏杆焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。
7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
8.不锈钢复合管厂家为使很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。


产品广泛用于市政公用工程施工,钢结构、网架工程施工,石油石化、市政设施、路桥护栏、公路交通工程施工;建筑装饰工程施工;体育场地设施工程施工交通格栅、铁路隔离网、建筑装饰、路灯、站牌、钢结构网架、家具、车船制造、城市管网、输油输气、摩托车杠、晾衣架、自行车车把等。不锈钢复合管于2002年GB/T18704-2002正式颁布,从材料选择,检验等方面都有了一整套严格规范的,由于外表美观、价格低廉等优点,现已广泛用于桥梁护栏,装饰装潢,车辆附件,输送辊轮,纺机配件等领域。所售不锈钢复合管产品可做护栏;栏杆;不锈钢复合管;桥梁栏杆;道路护栏;扶手;梯道扶手;梯道护栏;防撞护栏;大桥护栏等工程。桥梁护栏应安装法兰盘,注意法兰盘的定位和立柱顶面标高的控制。


