您的位置>首页 >陕西当地今日推荐News >
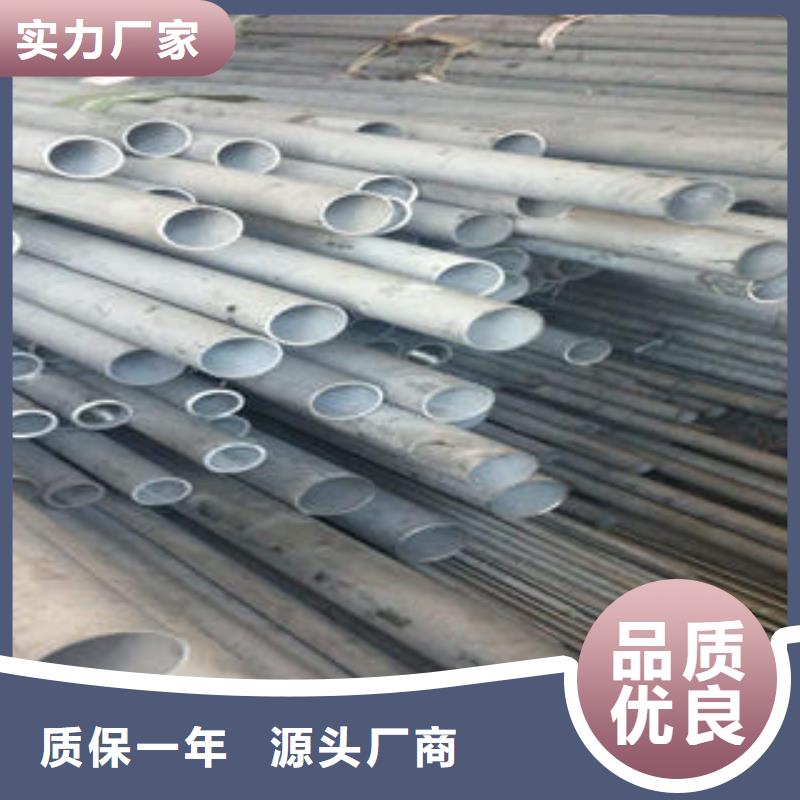
304不锈钢管最大口径供应商
更新时间: 2024-11-19 22:42:28 浏览次数:3
以下是:304不锈钢管最大口径供应商的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
以下是:304不锈钢管最大口径供应商的图文视频
导读 您是想要在陕西省采购高质量的304不锈钢管口径供应商产品吗?昌盛源不锈钢板生产厂家有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的304不锈钢管口径供应商产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:邹经理-18115753337,QQ:1825577831,地址:《无锡锡山区东北塘发货到陕西省 西安市、宝鸡市、咸阳市、延安市、汉中市、榆林市、铜川市、商洛市、安康市》。 陕西省 陕西省,简称“陕”或“秦”,中华人民共和国省级行政区,省会西安,位于中国内陆腹地,黄河中游,东邻山西、河南,西连宁夏、甘肃,南抵四川、重庆、湖北,北接内蒙古,介于东经105°29′—111°15′,北纬31°42′—39°35′之间,总面积205624.3平方千米。截至2022年11月,陕西省下辖10个地级市(其中省会西安为副省级市)、31个市辖区、7个县级市、69个县。截至2022年末,陕西省常住人口3956万人。
304不锈钢管口径供应商的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:304不锈钢管口径供应商的图文介绍

轧制管中经常会出现内重皮、麻点和轧制青线,一般情况下这些无法避免,也基本不影响使用,但在选购时还是要尽量选择少的,尤其是检查内表面。作为不锈钢焊管专业生产厂家,提高产品质量和性能一直是努力的方向,您可以放心选购我们的产品。众多市场数据显示,近年来不锈钢焊管行业发展整体上趋于缓慢,据业内人士分析,之所以发展缓慢既与市场环境因素有关,同时也和管理及技术水平停滞不前有着必然联系。管理与技术是未来不锈钢焊管发展的重点。不锈钢焊管企业主要以两种形式存在,一种是以生产为主的生产型企业,另一种则是以不锈钢焊接管产品贸易和销售为主的销售型企业,从表面上来看,决定前者的主要是生产技术水平,而才者更多的是靠销售技巧,其实不然,不管是前者还是后者,决定其发展与进步的关键都在于管理和技术水平。在生产和销售不锈钢焊管的过程中,企业首先要拥有先进的管理和技术水平,前者的管理更多更多的倾向于对企业,对员工的管理,而后者在管理上除了对员工进行科学的管理之外,还包括对客户和资源的管理。而在技术上,前者重要生产和技术研发技术,而后者也同样需要对新的生产技术和研发技术有非常准确的了解和掌握,因为,不锈钢焊管销售不仅仅是销售产品本身,更是一个将生产和研发技术传递给客户,使客户了解并接受的一个过程。


不锈钢管的种类 :接轧制方法分热轧、热挤压和冷拔(轧)不锈钢管。不锈钢管规格及外观质量 按GB14975-94《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。 热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。 钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不。 直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。在不锈钢焊管企业中,库存是企业流动资产的一个组成部分,所以说库存管理是十分重要的。



昌盛源不锈钢板生产厂家有限公司是专业销售、生产(陕西) 本地 陕西不锈钢焊管于一体的综合性企业。公司秉承“诚信为本、客户至上”和“专人、专业、专心,做精、做细、做透”的经营理念,以金属流通为主业,以“优质、快捷、”为标准,服务客户,奉献社会,规模实力不断增强,品牌信誉日益。


我们在使用不锈钢焊管的过程中,若是沾到油渍该怎么办呢?如何在油渍的同时又不对不锈钢焊管造成损伤? 采用化学除油的方法能够更好地达到预期效果,其操作要点有以下几个:化学除油采用槽内浸泡方式,除油槽用钢板制作,内壁铺PVC或聚乙烯。使用12-15%的硝酸(按体积)进行化学除油处理,温度为40℃-60℃,时间为2-4小时。不锈钢焊管在槽内浸泡时,应注意放置的位置,避免管内存留空气。浸泡过程中应上下前后移动或翻动不锈钢焊管,使内腔溶液不断更换,以提果,必要时取出不锈钢焊管,用水气冲洗后再进行浸泡。化学除油直至管件表面完全被水润湿。在去除不锈钢焊管的油渍时,采用化学除油的好处就在于能够做到深层清洁,但同时又不损伤焊管本身,其中的操作细节是您需要注意的。此外,在平时对不锈钢焊管进行存储时也应当保证环境足够清洁,否则潮湿引起的腐蚀对于焊管也是极大的伤害。



总结 在陕西省采购304不锈钢管口径供应商请认准昌盛源不锈钢板生产厂家有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:邹经理-18115753337,QQ:1825577831,地址:锡山区东北塘)。