
产品详细介绍



我们经常可以发现不锈钢焊管在冷拔或冷轧后会出现头尾增厚的问题,退火前我们需要用砂轮机切掉不锈钢焊管厚的这部分,并对两端进行打磨。您知道为何会出现壁厚增加的现象吗?这部分增厚长度又如何计算?,由于不锈钢焊管前、后端处于张力建立和消失的两个不稳定阶段,此时不锈钢焊管所受的张力比中间处于稳定轧制阶段的要小,结果造成不锈钢焊管前、后端的管壁厚度比中间的略厚,使切头、切尾长度增加,金属消耗增多。那么,如何计算不锈钢焊管轧制过程中头尾增厚的长度?不锈钢工业焊管两端增厚长度,一般随总变形量、机架间距、平均张力系数和轧制速度的增大而增加,但随单机架的减径率、S/D值、轧辊理想直径和摩擦系数的增大而减短。此外,合金钢不锈钢焊管的增厚长度通常比碳钢大,实际生产计算时可采用经验估算。由于单价比较高,因此在对不锈钢焊管头尾增厚部分进行切除时有着严格的工艺要求,若是切的过多会对不锈钢焊管整体长度产生影响,但若是切的太少也会导致增厚部分过多,这也不符合生产要求。



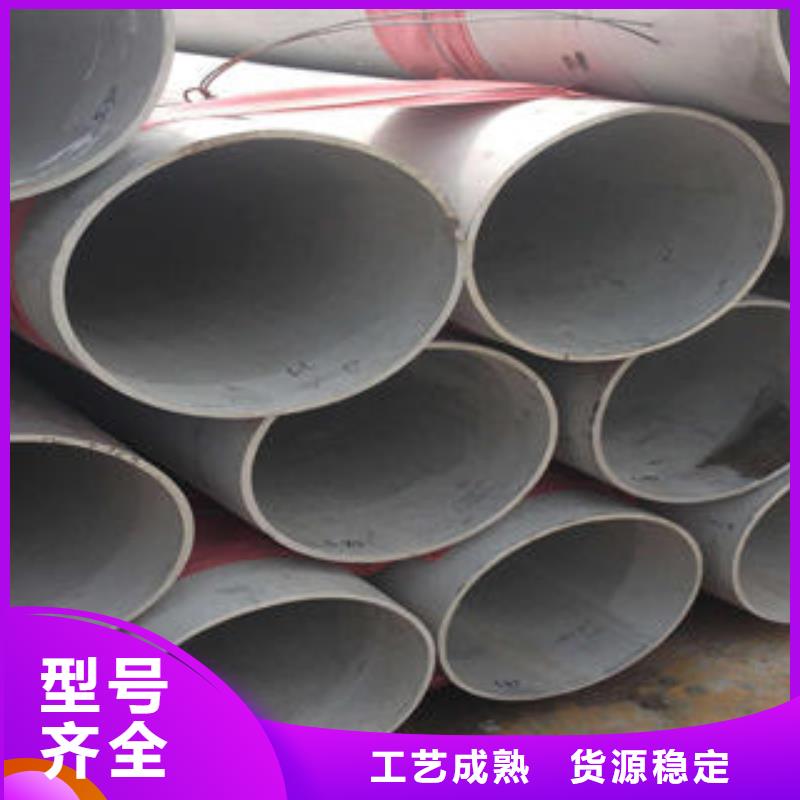
轧制管中经常会出现内重皮、麻点和轧制青线,一般情况下这些无法避免,也基本不影响使用,但在选购时还是要尽量选择少的,尤其是检查内表面。作为不锈钢焊管专业生产厂家,提高产品质量和性能一直是努力的方向,您可以放心选购我们的产品。众多市场数据显示,近年来不锈钢焊管行业发展整体上趋于缓慢,据业内人士分析,之所以发展缓慢既与市场环境因素有关,同时也和管理及技术水平停滞不前有着必然联系。管理与技术是未来不锈钢焊管发展的重点。不锈钢焊管企业主要以两种形式存在,一种是以生产为主的生产型企业,另一种则是以不锈钢焊接管产品贸易和销售为主的销售型企业,从表面上来看,决定前者的主要是生产技术水平,而才者更多的是靠销售技巧,其实不然,不管是前者还是后者,决定其发展与进步的关键都在于管理和技术水平。在生产和销售不锈钢焊管的过程中,企业首先要拥有先进的管理和技术水平,前者的管理更多更多的倾向于对企业,对员工的管理,而后者在管理上除了对员工进行科学的管理之外,还包括对客户和资源的管理。而在技术上,前者重要生产和技术研发技术,而后者也同样需要对新的生产技术和研发技术有非常准确的了解和掌握,因为,不锈钢焊管销售不仅仅是销售产品本身,更是一个将生产和研发技术传递给客户,使客户了解并接受的一个过程。



昌盛源不锈钢板生产厂家有限公司坐落在锡山区东北塘。 公司主要产品有: 广东韶关不锈钢焊管。 公司在发展过程中,始终秉持创新驱动、品牌引领,不断提高产品质量和管理水平,坚持走科技创新规模发展之路,企业核心竞争力,产品市场占有率逐年上升,经营效益稳步提高。


我们在使用不锈钢焊管的过程中,若是沾到油渍该怎么办呢?如何在油渍的同时又不对不锈钢焊管造成损伤? 采用化学除油的方法能够更好地达到预期效果,其操作要点有以下几个:化学除油采用槽内浸泡方式,除油槽用钢板制作,内壁铺PVC或聚乙烯。使用12-15%的硝酸(按体积)进行化学除油处理,温度为40℃-60℃,时间为2-4小时。不锈钢焊管在槽内浸泡时,应注意放置的位置,避免管内存留空气。浸泡过程中应上下前后移动或翻动不锈钢焊管,使内腔溶液不断更换,以提果,必要时取出不锈钢焊管,用水气冲洗后再进行浸泡。化学除油直至管件表面完全被水润湿。在去除不锈钢焊管的油渍时,采用化学除油的好处就在于能够做到深层清洁,但同时又不损伤焊管本身,其中的操作细节是您需要注意的。此外,在平时对不锈钢焊管进行存储时也应当保证环境足够清洁,否则潮湿引起的腐蚀对于焊管也是极大的伤害。

