

联系我们

当前位置:
聊城 九晨钢铁制造有限公司 >绍兴本地行业频道
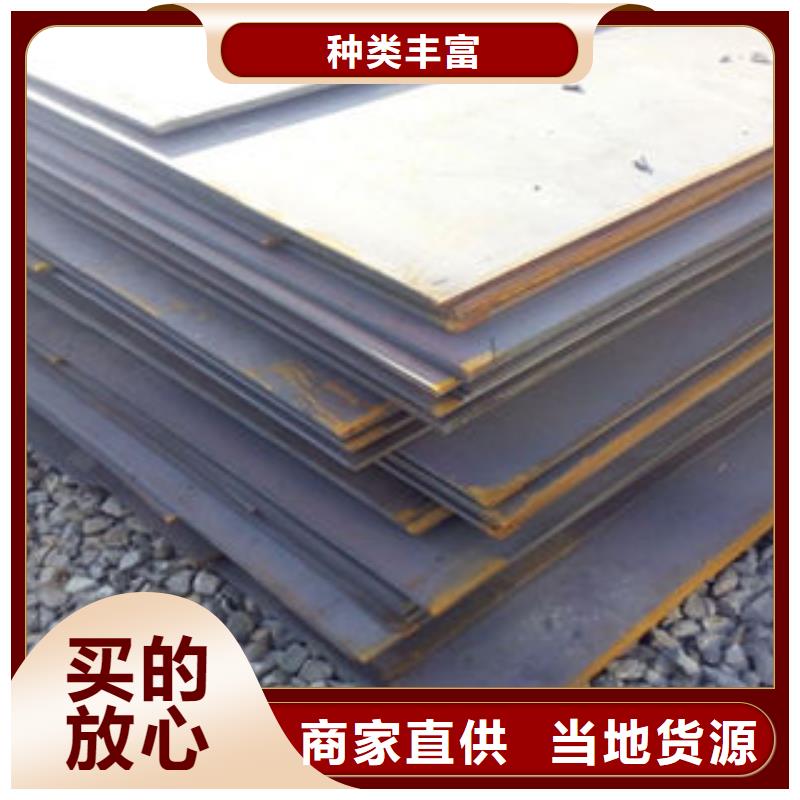
压型钢板规格齐全
更新时间:2024-12-28 10:57:10 浏览次数:2 公司名称:聊城 九晨钢铁制造有限公司
以下是:压型钢板规格齐全的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 协商 |
| 供货总量 | 不限 |
| 运费说明 | 3天 |
| 产地 | 重庆 |
| 品牌 | 益丝物资 |
| 可定制 | 是 |
以下是:压型钢板规格齐全的图文视频


压型钢板规格齐全,九晨钢铁制造有限公司为您提供压型钢板规格齐全的资讯,联系人:颜世林,电话:13963556003、15552151098,QQ:1499276480,发货地:聊城大渡口区建桥大道发货到浙江省 绍兴市 越城区、新昌县、诸暨市、上虞区、嵊州市。 浙江省,绍兴市 2022年,绍兴市实现地区生产总值7351亿元,分产业看,产业增加值244亿元,第二产业增加值3598亿元,第三产业增加值3509亿元,三次产业结构为3.3:49.0:47.7,按常住人口计算,人均地区生产总值为137522元。
走进真实的场景,感受产品的独特魅力!我们的压型钢板规格齐全视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。
以下是:压型钢板规格齐全的图文介绍


九晨钢铁制造有限公司始终秉承“一言九鼎,重如泰山的经营理念,以“求新、开拓、合作、共赢为企业价值观,以“忠诚、团结、自强、自律为员工价值观,志存高远、脚踏实地,为了成为技术过硬的 浙江绍兴异型管制造商而砥砺奋进!


随着焊速的,熔深和熔宽减小。焊接速度过高有可能产生咬边。焊丝伸出长度:焊丝的伸出长度越长,焊丝的电阻热越大,焊丝的熔化速度越快。焊丝伸出长度一般为13-25mm,视焊丝直径等条件而定。焊丝伸出长度过长,会导致电弧电压下降,熔敷金属过多,焊缝成型不良,熔深小,电弧不;焊丝伸出长度过短,电弧易烧导电嘴,且金属飞溅易塞喷嘴。 焊丝位置:焊丝轴线相对于焊缝中心线的角度和位置会影响焊道的形状和熔深。当其他条件不变,焊丝由垂直位置变为后向焊法时,熔深增加,而焊道变窄且余高增大,电弧,飞溅小。焊接位置:射流过渡可适用于平焊、立焊、仰焊位置。 平焊时,耐磨衬板相对于水平面的斜度对焊缝成型、熔深和焊接速度有影响。若采用下坡焊,焊缝余高减小,熔深减小,焊接速度可以,有利于焊接薄的耐磨衬板;若采用上坡焊,重力使焊接金属后流,熔深和余高增加,而熔宽减小。 短路过渡焊接可用于薄耐磨衬板的平焊和全位置焊。气体流量:保护气体从喷嘴可有两种情况,较厚的层流或接近于紊流的较薄层硫。前者有较大的有效保护范围和较好的保护作用。因此,为了得到层流的保护气流,加强保护效果,需采用结构设计合理的焊和合适的气体流量,气体流量过大或过小皆会造成紊流。




要是能在品质上更好进行选择,还是得根据需要来进行选择,毕竟品质更佳的产品肯定更受欢迎。选择知名度更高的厂家来为我们提供产品,它将能在质量上更佳,还能让用户更满意,所以说我们还是得根据需要来进行选择。选择质优价廉的碳化铬耐磨板,它在品质方面的非常不错,是更好品质的关键,也是让用户更满意的前提。 耐磨衬板与马氏体不锈钢板的焊接性,主要取决于马氏体不锈钢板。由于马氏体不锈钢板常温下的组织为硬而脆的马氏体,因而焊接性能较差。耐磨衬板与马氏体不锈钢板焊接时存在的主要问题是焊接接头容易产生冷裂纹和焊接接头产生脆化现象。 焊接时采用短弧操作,由于不锈钢的热导率比耐磨衬板小得多,因此焊接电弧应始终倾向耐磨衬板金属一侧。采用大电流、快速焊,随着母材厚度增加,可采用多层多道焊。焊接收尾电弧拉高些,采取划圈式收弧,电弧移到焊缝终点时,焊条作圆圈运动,直至填满弧坑再拉断电弧。 采用常用的焊接方法焊接时,要保证焊缝和过热区的低温韧性,这是双金属耐磨板焊接工艺的关键。双金属耐磨板多用于制造低温压力容器,必须防止在制造过程中产生引起脆性破坏的一切因素。焊接工艺应注意以下几点:焊条、焊剂使用前需要在330~480℃保温1~2h烘干;焊丝去除油锈;焊接坡口焊前把水、锈、油污等干净。


压型钢板规格齐全_九晨钢铁制造有限公司,固定电话:15552151098,移动电话:13963556003,联系人:颜世林,QQ:1499276480,大渡口区建桥大道 发货到 浙江省绍兴市。