

我们的现场实拍视频将带您走进20crmnti精密无缝钢管一支起售产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:20crmnti精密无缝钢管一支起售的图文介绍


一、预热
预热有利于减低中碳钢热影响区的 硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施,预热还能改善接头塑性,减小焊后残余应力。通常,35和45钢的预热温度为150~250℃含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。二、焊条条件许可时优先选用碱性焊条。三、坡口形式将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。四、焊接工艺参数由于母材熔化到 层焊缝金属中的比例 达30%左右,所以 层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小母材的熔深。五、焊后热处理焊后 对焊件立即进行应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。应力的回火温度为600~650℃。 若焊后不能进行应力热处理,应立即进行后热处理。中国无缝钢管交易网小编讯:铸铁管是由生铁制成。按其制造方法不同可分为:砂型离心承插直管、连续铸铁直管及砂型铁管。按其所用的材质不同可分为:灰口铁管、球墨铸铁管及高硅铁管。铸铁管多用于给水、排水和煤气等管道工程。



与我们合作,能提高您的效率,降低时间和人工成本,提高 浙江绍兴35crmo精密钢管产量与质量,产品与企业形象,增强竞争力。 我们将以热诚的服务,良好的 浙江绍兴35crmo精密钢管产品质量,竭诚为广大用户走上致富之路。 通圆钢管制造有限公司宗旨,以质量求生存,以服务求发展。


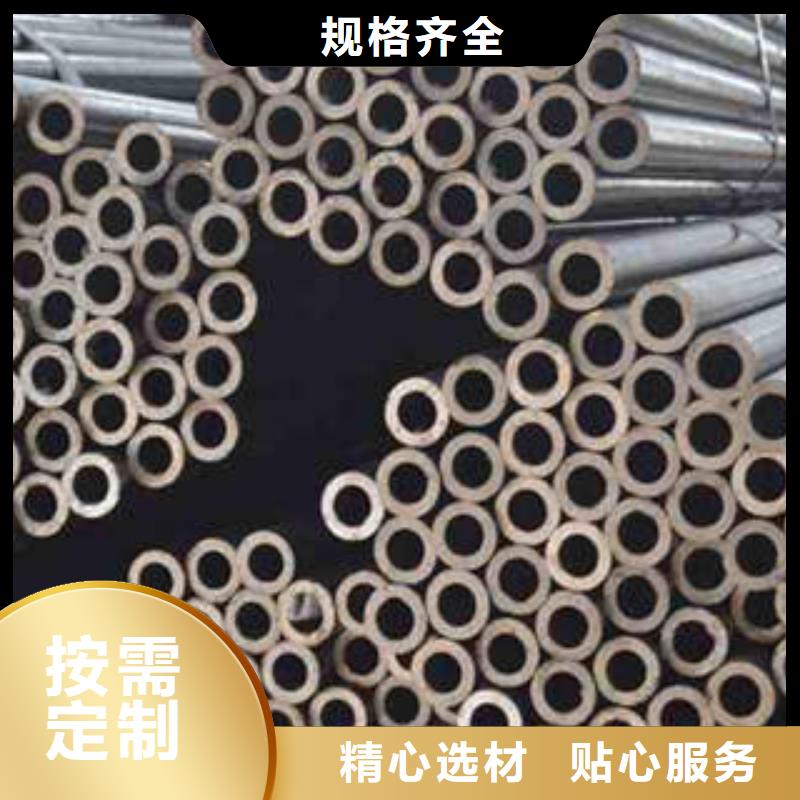
大家都知道钢管要是放着露天久了,或者有什么摩擦,不锈钢表面的氧化层就会损伤,然后在潮湿的空气环境下就会被氧化生锈。所以钢管要尽量放在密封的地方。
但是精密钢管就具备得天独厚的优势,因为它的表面不易被氧化,这主要和组成精密钢管的原材料是分不开的。精密不锈钢管是靠其表面形成的一层极薄而坚固细密的稳定的富铬氧化膜(防护膜),防止氧原子的继续渗入、继续氧化,而获得抗锈蚀的能力。
精密钢管优于普通管道材料的地方,便在于这种类型的管道材料拥有更高的精密度,同时,精密钢管在质量和外观方面,也同样具有显著优势,因此这种类型的管道材料即使是在一些比较特殊的领域中,同样也有广泛的使用,内壁无氧化层是这种管道材料的一个 特点,不但能承受高压,不担心泄漏的问题,同时这类型管道材料的精密度和光洁度也是非常不错的,即使是在冷弯的状态下,也不会担心变形,所以,这类型的管道材料才会被市场所认可。
但是精密钢管就具备得天独厚的优势,因为它的表面不易被氧化,这主要和组成精密钢管的原材料是分不开的。精密不锈钢管是靠其表面形成的一层极薄而坚固细密的稳定的富铬氧化膜(防护膜),防止氧原子的继续渗入、继续氧化,而获得抗锈蚀的能力。
精密钢管优于普通管道材料的地方,便在于这种类型的管道材料拥有更高的精密度,同时,精密钢管在质量和外观方面,也同样具有显著优势,因此这种类型的管道材料即使是在一些比较特殊的领域中,同样也有广泛的使用,内壁无氧化层是这种管道材料的一个 特点,不但能承受高压,不担心泄漏的问题,同时这类型管道材料的精密度和光洁度也是非常不错的,即使是在冷弯的状态下,也不会担心变形,所以,这类型的管道材料才会被市场所认可。



状态性能
钢材的原始状态,即钢管交货状态,可分为(括号内为代号):冷加工/硬(BK)、冷加工/软(BKW)、冷加工后应力退火(BKS)、回火(GBK)、正火(NBK)。常用的状态是退火状态,便于后续加工。
各种状态的钢管的性能和一般的适用如下:
冷加工/硬(BK)的钢管是通过正常或 变形量的成品道次冷加工生产的,不进行热处理,具有 尺寸精度和 的抗拉强度、 的延伸系数。一般用于制造摩托车零件,如减震器滑柱。
冷加工/软(BKW)的钢管是通过较小变形量的成品道次冷加工生产的,不进行热处理,具有 尺寸精度和较高的抗拉强度、一定的延伸系数(10-15%)。一般用于制造汽车零件。
钢材的原始状态,即钢管交货状态,可分为(括号内为代号):冷加工/硬(BK)、冷加工/软(BKW)、冷加工后应力退火(BKS)、回火(GBK)、正火(NBK)。常用的状态是退火状态,便于后续加工。
各种状态的钢管的性能和一般的适用如下:
冷加工/硬(BK)的钢管是通过正常或 变形量的成品道次冷加工生产的,不进行热处理,具有 尺寸精度和 的抗拉强度、 的延伸系数。一般用于制造摩托车零件,如减震器滑柱。
冷加工/软(BKW)的钢管是通过较小变形量的成品道次冷加工生产的,不进行热处理,具有 尺寸精度和较高的抗拉强度、一定的延伸系数(10-15%)。一般用于制造汽车零件。


20#钢管与45#钢管材质怎样分别它们通常适用无缝钢管的材质,无缝钢管又分为GB8162、GB8163这两个常用的,但45#钢只有GB8162才有,45#是机械加工的一种常用材质,A3风管我不怎么清楚估计是属于流体管的一种,很可能要做探伤的。首先来说20#和45#钢的c、Si、Mn、P、S含量不同,45要高于20#钢,你可以买本钢材只是手册看一下。20#钢淬透性、淬硬性低、塑性、韧性、焊接性好,热轧或正火后韧性更好,可制作不太重要的中、小型渗碳、碳氮共渗件、锻压件,如杠杆轴、变速箱变速叉、齿轮,重型机械拉杆、钩环等。45#钢是常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。小型件宜采用调质处理,大型件宜采用正火处理,主要用于制造强度高的运动件,如透平机叶轮、压缩机活塞。轴、齿轮、齿条、蜗杆等。它们通常适用无缝钢管的材质,无缝钢管又分为GB8162、GB8163这两个常用的,但45#钢只有GB8162才有,45#是机械加工的一种常用钢管材质。



