
无需长篇大论,观看钢筋笼绕笼机整体操作—视频,让你瞬间爱上我们的产品。
以下是:钢筋笼绕笼机整体操作—的图文介绍
建贸机械设备有限公司自成立以来,本着“十年磨剑、精益求精”的理念,自行研发、设计和生产了 辽宁沈阳五机头钢筋弯箍机;未来,公司将一如既往的加强技术创新,持续研发高精尖接合工艺,将公司建设成为辽宁沈阳及周边认可的 辽宁沈阳五机头钢筋弯箍机制造商。


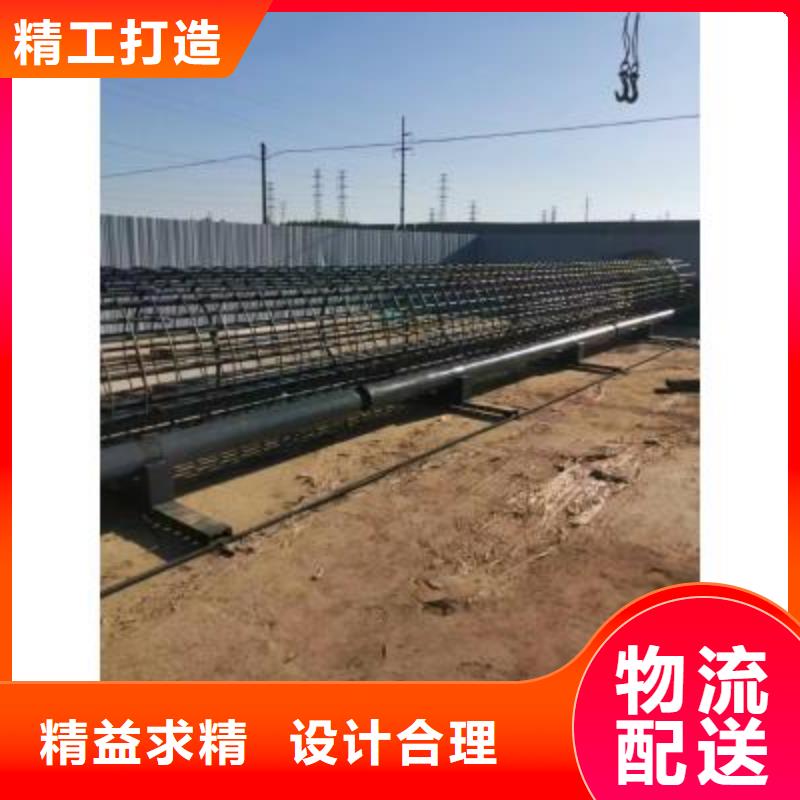
加工质量稳定可靠:由于采用的是机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求,箍筋不需搭接,较之手工作业节省材料1%,降低了施工成本。 由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。 机械化加工钢筋笼在质量控制方面得到了保障,现已被公路建设行业协会作为《公路工程工法》进行推广,得到业主的普遍认可和喜欢。综上所述钢筋笼绕筋机具有非常多的功能、生产效率相较人工十分。钢筋笼绕筋机作为钢筋加工设备广泛应用于建筑业与钢铁产业,减轻人工压力实用性强,好操控成本低并且占地面积小,都将成为选择钢筋笼绕筋机的理由。



在钢筋笼制作流程中应先行制作桁架筋,并应将桁架筋满焊于上下主筋之间。在布置主筋与分布筋时应确保间距均匀顺直。在钢筋笼起吊前应确保所有焊点已焊接,严禁钢筋笼在起吊中发生因缺焊漏焊而钢筋脱落。在钢筋笼制作中应确保主副吊环标高与交底一致。除此之外,员应在每次起吊前对吊具进行检查,重点检查钢丝绳的完好情况,挂钩要有卡扣。确保所有吊具规范要求。通过调整吊车四个支点的位置使吊车保持在一个平面上后才能起吊。工地3000型辽宁沈阳钢筋笼绕筋机的搭接,可采取先搭接主筋再做笼子,或先做成笼子后再进行二节笼子的搭接,先搭接主筋再做笼子:把9米的钢筋通过对焊或套筒连接成9米~29米的主筋,再用滚焊机加工成较长的笼子,先用设备做成9米或12米的标准节,再通过搭接焊或帮条焊的方式,把二节短笼子搭接成为较长的笼子。


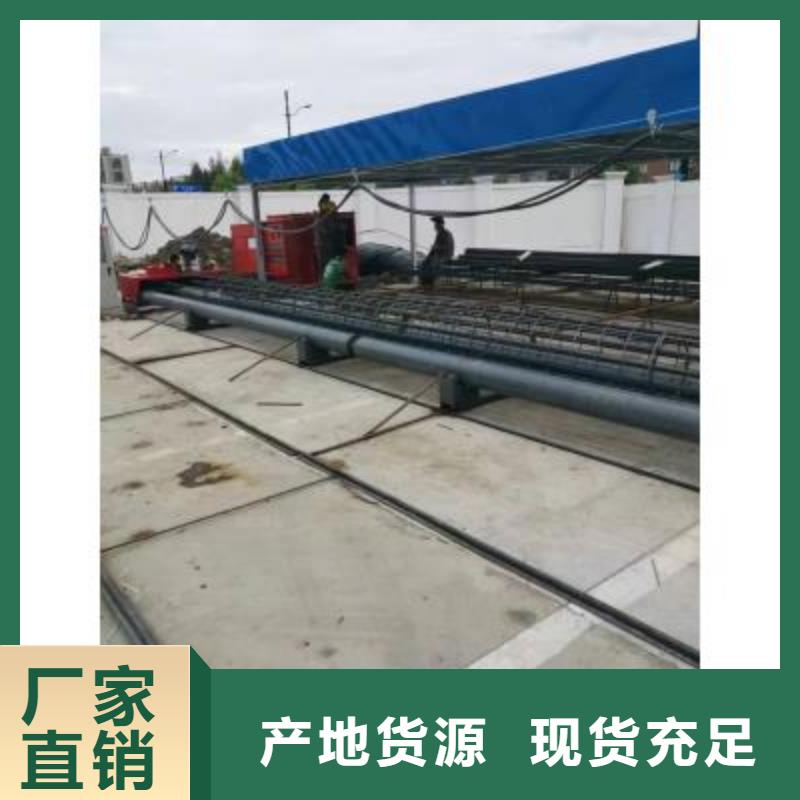
钢筋笼绕筋机2)拉筋系统
牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。
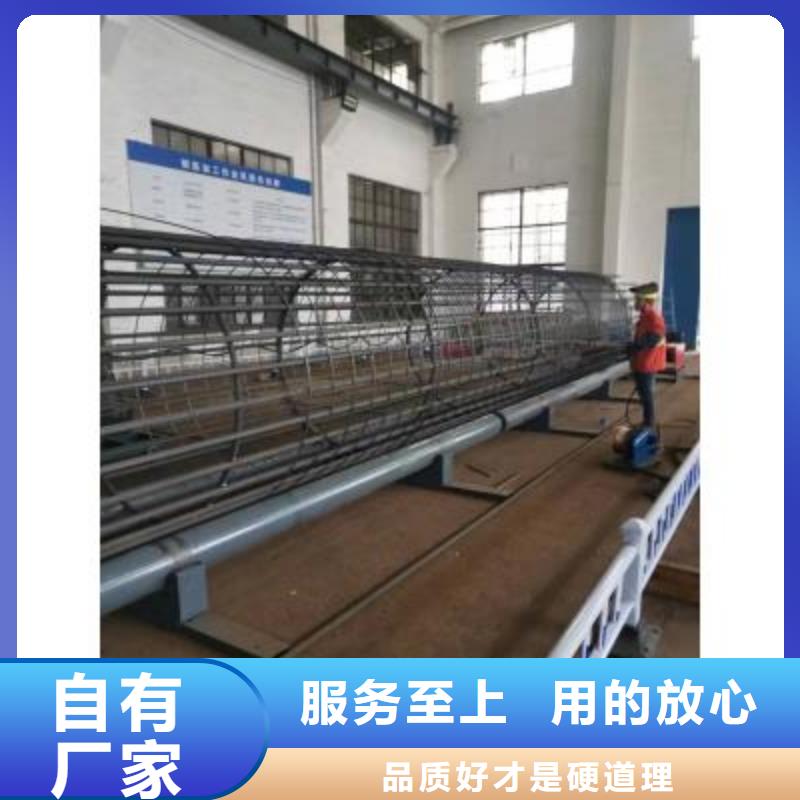
3)电极系统
气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。
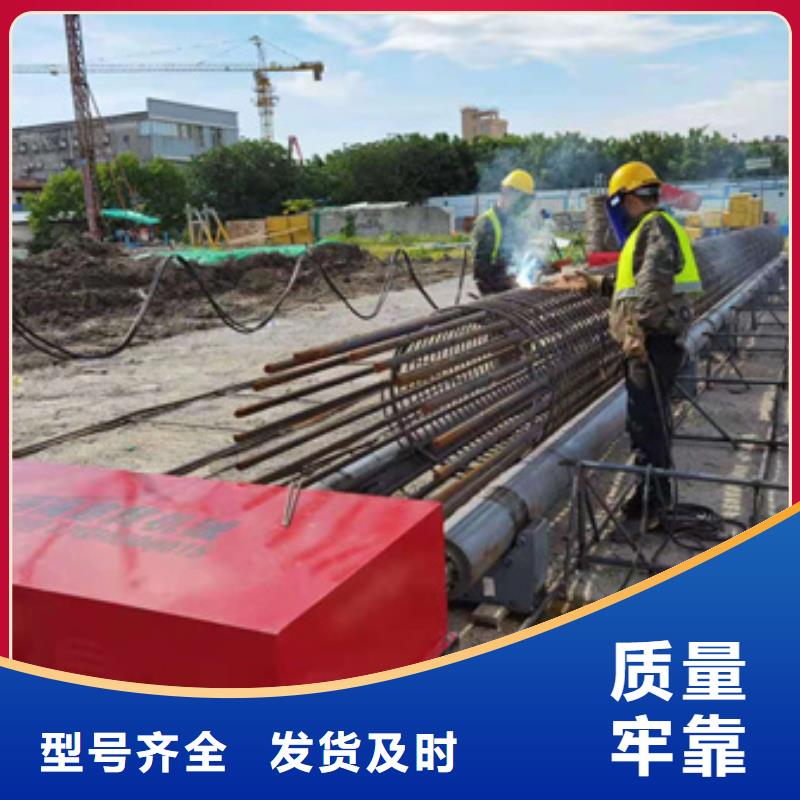
2、焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。
1)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。
2)焊接控制主回路系统:
主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。
牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。
3)电极系统
气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。
2、焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。
1)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。
2)焊接控制主回路系统:
主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。



