



以下是我们上传的外圆内花键钢管规格实拍视频,您可以点击观看。
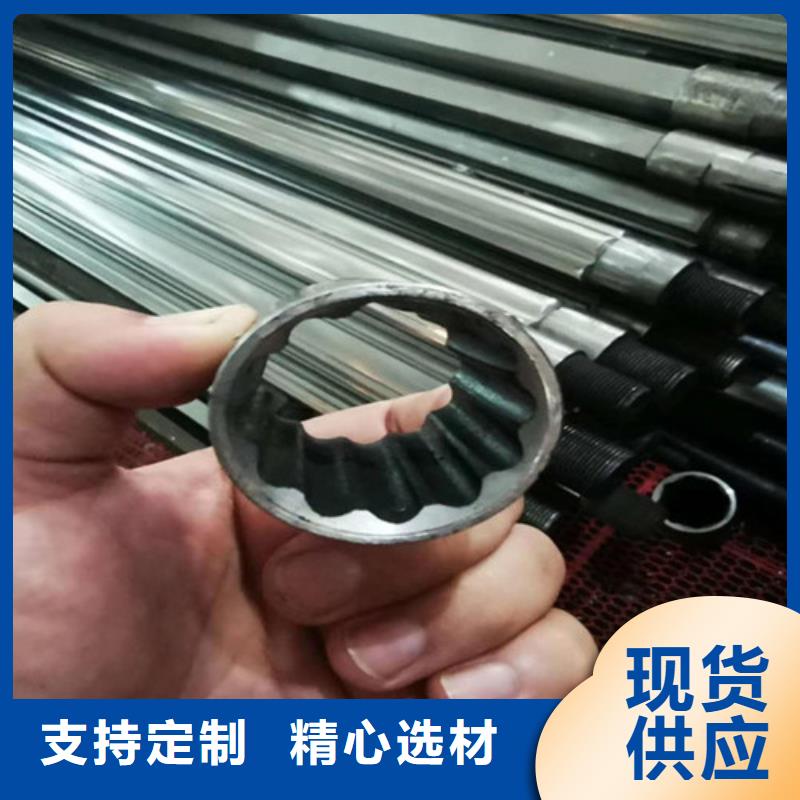
以下是:外圆内花键钢管规格的图文介绍


密度物质密度是该物质单位体积质量,单位是kg/m3或1b/in3。残余拉力主要设备在焊接过程中产生残余拉力。当前,工程上广泛采焊接冷却后进行退火处理残余力,而焊后冷却是残余力产生重要过程,这种做法既浪费了能源又容易产生较大焊接残余力。 焊接后热处理是一种新残余力技术。焊前将龙川20 精密管预热至后热处理温度并在焊接过程中对焊件持续加热保持这一温度,焊接完成后使保温棉对其进行保温使其缓慢冷却。淬火能增加钢管强度和硬度,但要减少其塑性。 淬火中常淬火剂有水、、碱水和盐类溶液等。龙川20 精密管回火将已经淬火龙川20 精密管重新加热到一定温度,再一定方法冷却称为回火。其目是淬火产生内力,降低硬度和脆性,以取得预期力学性能。 16mn冷拔精密管检查方法可以肥皂水抹在退火炉各个接头缝隙处,看是否跑气;其中容易跑气地方是退火炉进管子地方和管子地方,这个地方密封圈特别容易磨损,要经常检查经常换。提了冷弯成前对16mn冷拔精密管进行预处理工艺方案;研究分析了正火温度、保温时间和冷却方式对料管组织和力学性能影响规律;确定了16mn冷拔精密管常规正火工艺:加热温度(890±10)℃,保温6min后散置空冷。



比如。对于中小精密管,淬火硬度不足往往是中高温阶段冷速不足所致,而模数大精密管要求较深淬硬层时,提高低温冷却速度就非常必要了。对于淬火,一般说,蒸气膜阶段短、中温冷速快、且低温冷却速度快,往往能获得高而且均匀淬火硬度和足够淬硬深度。 精密管装挂方式对淬火冷却效果也有明显影响。要使淬火流动通畅,并备和使好搅拌装置,才能得到更好效果。提高所淬火介质低温冷却速度,往往可以增大淬硬层深度。在渗层碳浓度分布相同情况下,采低温冷却速度更高淬火,往往获得更深淬火硬化层,因此,采冷却速度快淬火后,可以相缩短精密管渗碳时间,也能获得要求淬火硬化层深度。 要求渗碳淬硬层深度越大,这种方法缩短渗碳时间效果越明显。2.淬火后心部硬度过高这类问题可能与所选介质冷速过快或介质低温冷却速度过高有关。解决法之一是改换淬火来满足要求。法之二是与淬火介质生产厂家联系,有针对地加入适当添加剂来降低淬火中低温冷却速度。 法之三是改淬透性更低钢种。3.淬火变形问题淬火变形使不少工厂伤透了脑筋。按习惯,变形问题解决通常要牵涉多个部门,解决法往往是综合措施。近发表了关于淬火变形,精密管把引起变形因主要归结为冷却速度不足和冷却不均,并在此基础上提了提高冷却速度并设法实现均匀冷却解决则方法,可供参考。


工行舟山分行大力支持重点企业做强做大,对企业实施资产并购、股权重组、重组、发债上市、引入、老厂区退二进三项目等,提供服务。在支持船舶企业转升级过程中,对确定重点扶持企业,该行集中资源和人力全力支持;对个别确实无法生存、走向清盘企业,如不能足额清偿,只要符合规定,将及时申报核。 本生产经营碳素钢管,20#,35#,45#,q345,20cr,40cr,J55,N80,L80,P1A333GRA333GR3/A333GR1/16Mndg等合金钢无缝钢管及大焊管。无缝管、厚壁无缝管,大厚壁无缝管,厚壁无缝钢管,天津厚壁无缝管,精密钢管(45#套管精密钢管/45 连接套筒/20#机加工精密无缝管等)、精密无缝钢管、石套管、接箍料合金管、合金钢管。 主营:20#,35#,45#,q345,20cr,40cr,J55,N80,L80,P1A333GRQ2312Cr1MoV、15CrMo、15cCrMoG.35CrMo、45mn2泵车专管,42CrMo.10CrMo.1Cr5Mo,27SiMn、20G、16Mn、Q345(ABCD).10CrMo9DZ50等大特殊壁厚无缝钢管。 以下信息是由友情提供:近期,就提要重返制造业,且参议院通过一项法案,旨在继续对中国和越南等所谓非市场经济征收反补贴税;这对于机械精密无缝钢管行业来说,无疑会遭受更多贸易制裁。



龙丽金属材料有限公司自2012年上市以来一直保持稳定增长,公司将秉着“创新、、团结、诚信”的理念,坚持稳健经营、持续创新,为用户提供多好的解决方案、 山西朔州45号精密钢管产品和服务,为社会可持续发展贡献力量。

