




想要了解液压启闭机产品的魅力?视频为你揭晓答案!
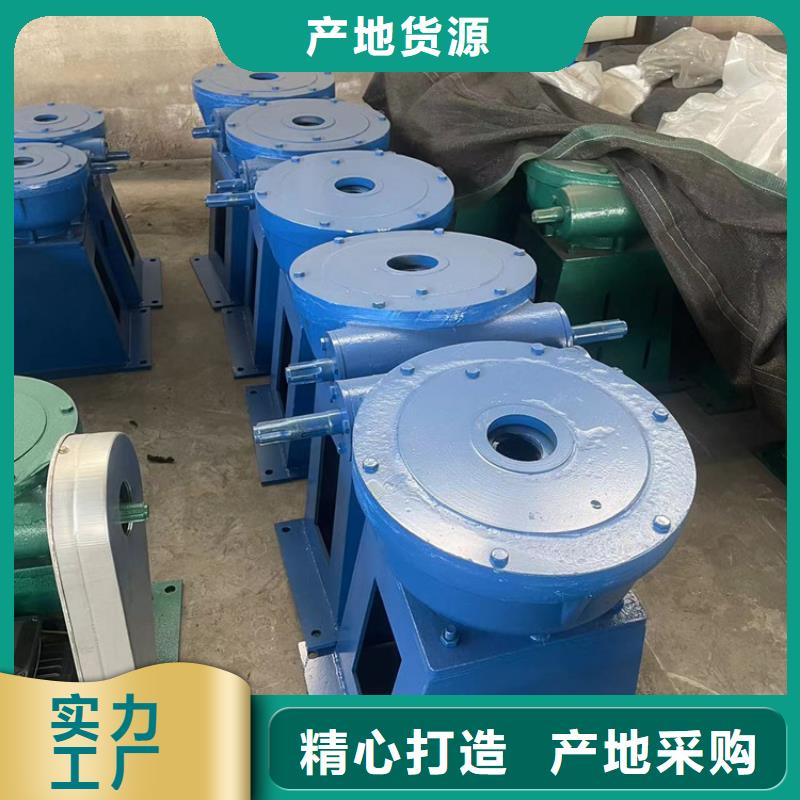
以下是:液压启闭机的图文介绍


选择类型时,主要考虑以下因素:闸门形式、封口尺寸和运行条件,同型闸门孔口数量和闸门设置扇数,闸门起吊耳的个数,启闭力、启闭行程和启闭速度,启闭机动力状况、设置地点、空间尺度和其他操作要求等。专业提供生产销售启闭机,启闭机厂家,江西启闭机,广西启闭机闸门,湖南启闭机,湖北螺杆启闭机,安徽启闭机,专业正规生产厂家。启闭机 机架梁应符合下列规定:
a)启闭机机架梁梁材料的极限强度满足许用应力要求。
b)启闭机机架上部应进行机加工后安装操作机构。启闭机机架梁与导轨顶部挡板连接的挡板接触面应进行机加工,并用螺栓连接到导轨上。
密封座应符合下列规定
a)带密封座的铸铁闸门,座面应由轧制或挤压的不锈钢或青铜制成
b)在闸门的使用期内确保密封座不能变形和松动。密封座采用沉头螺栓连接,连接后对密封面进行精加工,其表面粗糙度不大于3.2μm,加工后的密封板厚不小于6mm.
c)密封面不得有贯穿性间隙,密封面 间隙不超过0.3mm,长度不超过100mm,
a)启闭机机架梁梁材料的极限强度满足许用应力要求。
b)启闭机机架上部应进行机加工后安装操作机构。启闭机机架梁与导轨顶部挡板连接的挡板接触面应进行机加工,并用螺栓连接到导轨上。
密封座应符合下列规定
a)带密封座的铸铁闸门,座面应由轧制或挤压的不锈钢或青铜制成
b)在闸门的使用期内确保密封座不能变形和松动。密封座采用沉头螺栓连接,连接后对密封面进行精加工,其表面粗糙度不大于3.2μm,加工后的密封板厚不小于6mm.
c)密封面不得有贯穿性间隙,密封面 间隙不超过0.3mm,长度不超过100mm,



式启闭机类型繁多,主要有:
①按吊具移动的方向分为单向移动启闭机和双向移动启闭机。前者吊具仅沿坝面线左右移动;后者不仅沿坝轴线方向左右移动,而且也能上、下游方向移动。
②按移动架状况分为台车移动式启闭机与门形移动式启闭机(亦称门式启闭机、门式起重机)。
前者主机构设置在底部装行走车轮的平面构架式台车上;
后者的启闭机主机构设置在装有行走车轮的门形构架上。
单向移动式启闭机的主机构直接紧固在台车或门形构架的上平面上;
双向移动式启闭机的主机构设置在台车或门形构架上平面的小车上,小车沿轨道行走的方向与台车或门形构架的移动方向成垂直。通常也称双向移动式的台车或门形构架为大车架。
台车式移动启闭机通常行走在闸门门槽顶部平面或平面以上的混凝土排架上,门式移动启闭机仅行走在闸门门槽顶部平面上。门式启闭机门架腿上有时也设回转式悬臂吊钩以便起吊其他设备,从而构成多用途门形移动式启闭机。


瑞鑫铸铁闸门启闭机钢闸门清污机水工机械厂是一家以 四川启闭机为主的经营企业,公司地理位置优越交通十分方便。我们交货及时,价格低,质量优,节假日照常营业。公司凭借雄厚的实力,丰富齐全的规格品种,完善的质量保证,合理的价格,优质的服务,不断地受到新老用户及业内人士的肯定和信任,我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,愿我们今后的合作更加愉快!我们一贯坚持 “ 质量di yi、信誉至上 ” 的生产服务宗旨,奉行 “ 以人为本,诚信立业 ” 的经营理念,秉承 “ 只有专业,才成事业 ” 的发展思路,竭诚为广大新老用户提供优质的产品和优良的服务。




螺杆弯曲:QL启闭机在关闸时,遇到闸槽内或闸门底有硬物卡死或顶住时,闸门无法行至全关位置,控制闸门的行程开关在闸门未到全关位置时又未能发出停止电机运转的号,这样的情况下电机继续运转,使螺杆产生弯曲变形。原来螺杆的牙距是相等的,螺杆弯曲变形后,螺杆弯曲处的牙距变成边大边细,在升降闸门时,螺旋盘母经过螺杆弯曲处时就造成启闭机及闸门出现
振动,使螺杆式闸门启闭机的各部件产生金属疲劳磨损,使元件的韧性、强度下降。严重时还会出现卡死现象,在要水闸要开关时会造成很严重的后果,因此出现此类故障时要立即采用有效的抢修方法。维护保养方式,平时要定期对闸槽及闸底的杂物进行清理,对控制的行程开关电路进行测试。对电机与蜗杆间的皮带传动装置的松紧度要适中,使有硬物卡住闸门而闸门不能行至全
关位置时,电机与皮带间能产生打滑,使电机传送出来的力小于螺杆弯曲的力,不造成螺杆弯曲。但皮带传动装置也不能过于松,过松时会使闸门在带水位差时不能关闸。若螺杆弯曲变形后,要立即将螺杆重新调直,由于螺杆机的螺杆既连接住水闸闸门,又不易在螺杆机内拆卸下,而且修复的时间要及时,因此要采取在现场螺杆吊带闸门调直。经过本人多年来工作实际经验验证,总结出了现场螺杆吊带闸门调直的方法。
螺杆弯曲点会在螺杆启闭机与闸门连接处的中闸,即螺杆的两端都是固定的。调直螺杆时调直时不能用铁锤等硬物直接搞打螺杆,损坏螺杆上的螺牙。要采用在螺杆上做好标记,然后用钢丝绳固定在螺杆弯曲的反方向上,再在螺杆弯曲的反方向上做一稳固的固定点,在固定点处钩住手动葫芦,再用手动戎芦的吊钩钩住钢丝绳,然后张紧钢丝绳,使螺杆恢复垂直。在修复的过程中要用直尺靠在螺杆上来检测螺杆的修正情况,当直尺靠在螺杆上与原螺杆弯曲的反方向有5厘米差距时,就松开手动葫芦和钢丝绳,螺杆就能恢复垂直,螺杆上的牙距也基本上相同,然后再加润滑油。


