


更新时间:2024-12-29 02:30:55 浏览次数:5 公司名称:洛阳 纵横机械制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 双方协商 |
| 供货总量 | 按订单生产 |
| 运费说明 | 5天发货 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |
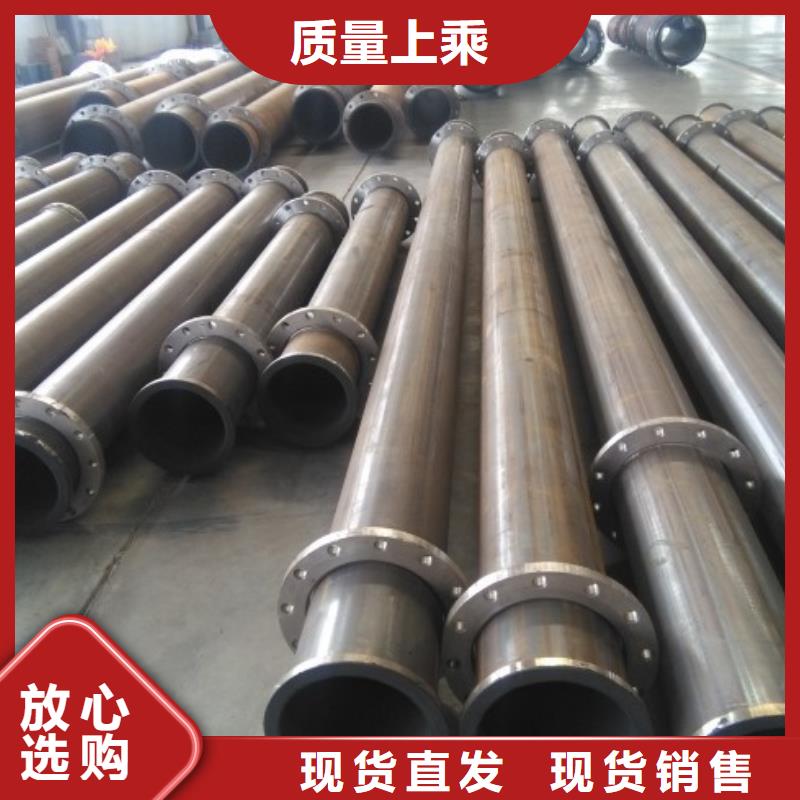




脱硫管道硫化的时候要注意,根据不同的胶板,硫化的温度,压力,时间都不同这得需要有工程师亲自调整温度,压力以及硫化时间,否则会影响衬胶管道的质量。产品热硫化后可以抗拉伸度、韧性、粘结强度,增强耐磨、耐腐蚀能力,所以热硫化是不可缺少的制作工艺!我公司的脱硫衬胶管道采用常温冷粘,热硫化工艺制作,使用耐磨抗腐蚀耐高温橡胶制作,不仅仅只生产衬胶钢管,还代加工一些罐体衬胶,叶轮衬胶,设备衬胶,槽体衬胶,还对外现场脱硫塔衬胶工程。


衬胶管道制造过程控制及技术要求
1)衬胶工艺要求:
TROTOP衬胶复合管的制造工艺要求:
钢橡复合管和管件应采用挤出无缝胶管、气囊吹胀法复合并且是高压蒸汽热硫化工艺制造。
2)下料组焊
根据买方盖章图纸要求的长度,及生产工艺切割钢管;
a、点焊法兰
点焊注意法兰与钢管垂直。
b、焊接:
待质检人员检查合格后在二保自动焊接机上进行焊接,保证贴衬焊缝表面无焊接裂纹、气孔、未焊透、咬边、夹渣、飞溅、弧坑、焊瘤等缺陷,所有焊缝采用双面焊全焊透,所有焊接密闭间隙开设排气孔,超声波检测(UT) ,X射线照相检测(RT)5%,压力试验。
焊接执行API 1104,超声波检测符合GB11345-2013, GB 50184-2011 标准规定。
c、加长
对于需焊接接长的管件,管内外焊缝表面均应打磨光滑。 对焊缝外观进行检查,不得存在裂纹、咬边、气孔等危害性缺陷。
d、打磨:
拐角处圆滑过度,圆角半径符合技术规格书和图纸要求,凸面圆角半径大于等于5mm,凹角面大于8mm。
3)表面处理
a、使用压缩空气前
分离器下游的空气质量必须通过将空气吹入干净的白色吸墨纸或布两分钟来测试其是否被污染、油污或受潮。测试应当在每班开始和结束时进行并且间隔不超过4 小时。同时应当在空压机作业后进行测试。只有测试显示肉眼看不到压缩空气中没有污物、油或水汽时才可以使用。如果有污染的迹象,应对空压机进行检修并且按照上面的描述重新检查空气质量。
b、露点控制:
表面温度 至少应保持在高于露点3oC,并且不超过相对湿度。如果由于外界环境的影响,不保持在此环境下会有风险,那就要使用去湿设备或者加热设备。
c、喷砂
碳钢衬胶基体表面处理等级达到Sa2.5。即:喷砂至金属白色,完全氧化皮、锈及其它杂质,残留仅为斑点或条纹阴影,磨料、积灰。粗糙度必须符合基体表面粗糙度的要求粗糙度RZ≥60μm。
d、脱脂、清洗:
表面进行处理后,应将钢管表面附着的灰尘及磨料清理干净,用甲苯或汽油清洗。
e、涂刷底漆:
脱脂后立即涂刷西邦粘接剂。先刷底胶,待干燥后再刷面胶,待干燥后两头封好,存放在指定地点待用。从表面处理完毕至完成外表面粘接剂的间隔时间,长不应超过24h。



相信今后的日子里,纵横机械制造有限公司会更加努力,开拓创新,奋进拼博,放眼长远,放眼未来,努力将企业做大做强。 企业的发展离不开社会各界同时更包括您的支持,因此,希望您能继续关注我们的企业,关注我们的发展,多提宝贵意见。同时,也希望能保持联络、沟通交流,相互取长补短,帮助我们改进提高、发展进步。 主要产品系列有: 吉林四平钢衬塑管道。


衬胶管道的综合成本比衬陶瓷管道费用低一倍左右,可节省大量资金用于其他设备维护。在试用过程中发现,内衬复合陶瓷管道不适用于小管径的石灰石原浆液,主要是该浆液颗粒度大,磨损快,这种情况还是建议选用衬胶管道。衬胶管道长期使用之后在输送介质的长期腐蚀冲击下,有可能会出现胶皮破损或者脱落现象,二次衬胶的成本相对较高,衬陶瓷管道的使用寿命较衬胶管道长一些。
衬胶钢管不可以去现场生产。衬胶钢管生产之前都要对钢管进行焊接以及质量检验,即使现场可以满足焊接条件,但钢管焊接质量的检测无法满足,其中压力试验就无法满足;其次,衬胶钢管、衬胶罐体在衬胶之前都要进行喷砂除锈、打磨等工艺,打磨可以在现场完成,但喷砂除锈需要专门的设备以及场地,很难满足;即使解决了以上问题,衬胶钢管生产必不可少的工艺就是高温、高压硫化,这需要大型的硫化罐以及加温、加压设备,现场根本无法达到生产要求。


