
产品详细介绍
以下是:粉煤灰库钢板仓注重细节的产品参数
导读 粉煤灰库钢板仓注重细节,裕盛钢板仓有限公司为您提供粉煤灰库钢板仓注重细节,联系人:谷云建,电话:15606359299、16606357772,QQ:1657330744,请联系裕盛钢板仓有限公司,发货地:经济技术开发区北城街道发货到山东省 泰安市 泰山区、岱岳区、宁阳县、东平县、新泰市、肥城市。 山东省,泰安市 2022年,泰安市实现地区生产总值3198.1亿元,分产业看,产业增加值350.9亿元,第二产业增加值1286.0亿元,第三产业增加值1561.3亿元。三次产业结构调整为11:40.2:48.8。
走进真实的场景,感受产品的独特魅力!我们的粉煤灰库钢板仓注重细节视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。
以下是:粉煤灰库钢板仓注重细节的图文介绍


裕盛钢板仓有限公司技术力量雄厚,拥有工程技术人员、技师等多方面专业人才,具有设计、安装、调试、维修及技术咨询的能力,是一家专业的生产销售 山东泰安粉煤灰钢板仓、装配式储粮仓、粮食钢板仓、锥底装配式粮仓、装配式钢板仓、粮仓钢板仓实体企业。 创业之初,我们的决策层就本着“诚信为本”、“用户至上”为原则,公司每位员工努力贯彻“以质量求生存,以信誉求发展”的经营理念为己任。


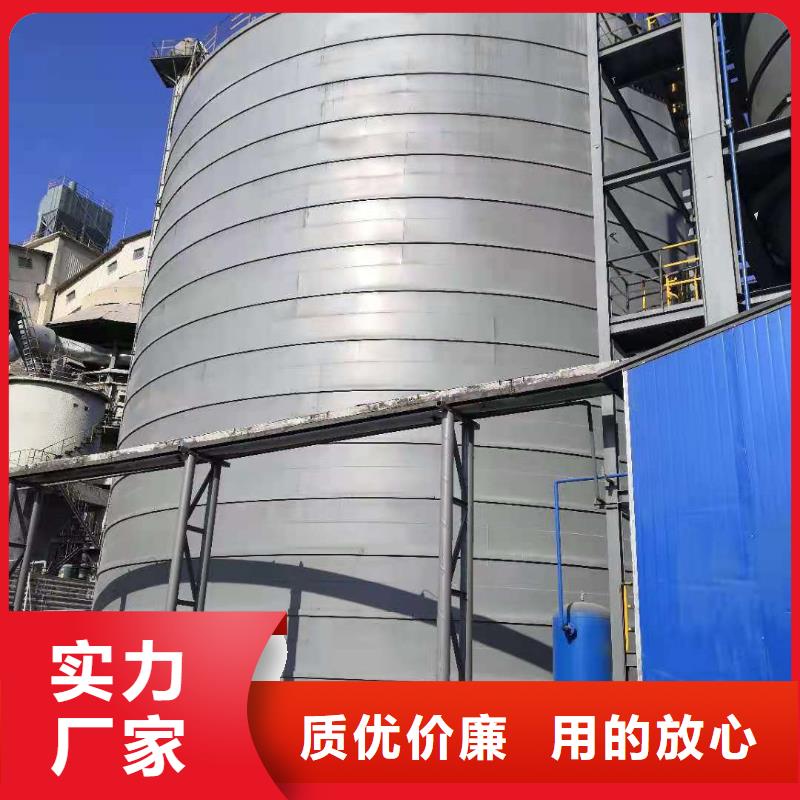
粉煤灰库在使用的过程中,大大的提高的土地的占地面积,另外就是环保,可以做到零污染零灰尘储存和排放,你是不是心动了呢?
钢板仓比之前使用混凝土仓库的时候就在投资上就已经节省了三分之二左右,钢板仓在库底设计了物料出料装置,配有一整套的库内物料设备,它的气化系统一方面可以防止物料在库内板结,另一方面可以使库内物料达到均匀, 也能通过空气压力达到出料好的效果,这整个过程只需要一键启动,这样就可以节省人力物力。
钢板库它的建设周期短,使用寿命长,钢板仓根据每个地方的地质条件和现场的环境不同,它的建设周期一般控制在4个月左右,要是很多钢板仓一起建设或者上司交叉施工,这样可以大大的缩短诀窍工期,按照规范的防腐维护,一般钢板仓几年粉刷一次防腐漆就可以了,这样可以保证钢板仓30年的使用寿命,这样维护成本就减少了很多。
要是在使用的过程中,一旦仓库内含水量过高会引起温度升高,钢板仓的测温系统可以及时发出报警,通知你粮食的某部位有危险,赶紧去处理,一定要及时进行通风降温,这个功能很贴心。
钢板仓比之前使用混凝土仓库的时候就在投资上就已经节省了三分之二左右,钢板仓在库底设计了物料出料装置,配有一整套的库内物料设备,它的气化系统一方面可以防止物料在库内板结,另一方面可以使库内物料达到均匀, 也能通过空气压力达到出料好的效果,这整个过程只需要一键启动,这样就可以节省人力物力。
钢板库它的建设周期短,使用寿命长,钢板仓根据每个地方的地质条件和现场的环境不同,它的建设周期一般控制在4个月左右,要是很多钢板仓一起建设或者上司交叉施工,这样可以大大的缩短诀窍工期,按照规范的防腐维护,一般钢板仓几年粉刷一次防腐漆就可以了,这样可以保证钢板仓30年的使用寿命,这样维护成本就减少了很多。
要是在使用的过程中,一旦仓库内含水量过高会引起温度升高,钢板仓的测温系统可以及时发出报警,通知你粮食的某部位有危险,赶紧去处理,一定要及时进行通风降温,这个功能很贴心。




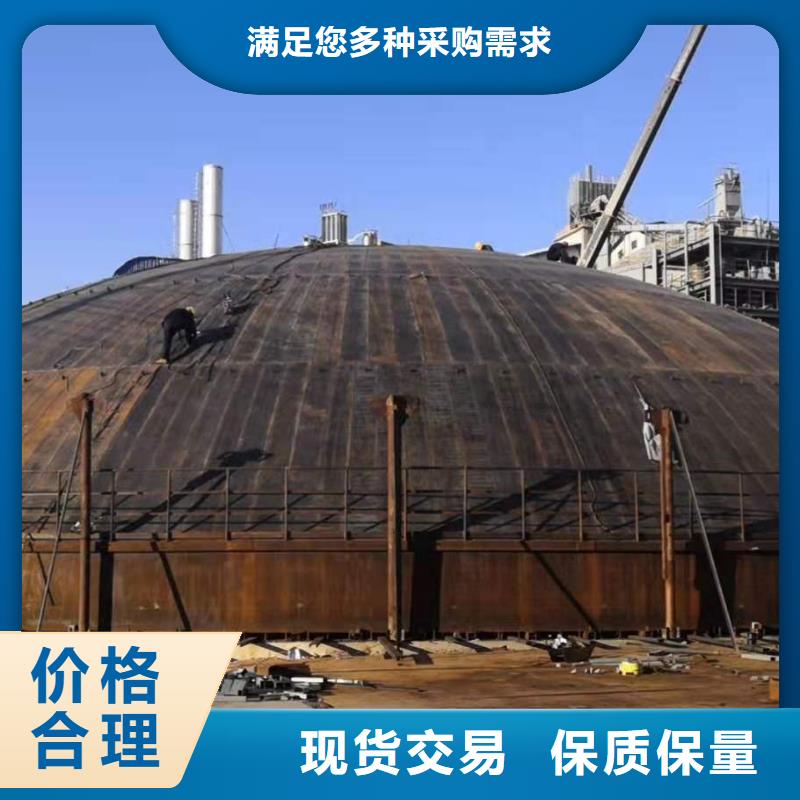
粉煤灰库体变形对应采取措施如下:
1、垫脚槽钢高度保持水平。对平台垫脚槽钢高度进行找平,确保各平台槽钢高度一致,使库体板承受上部荷载均匀,将库体变形将到 。同时,内部吊耳尽量靠近竖向加强肋或环向加强肋,或吊耳根部加方板,增加接触与库体的接触面积,减小库体局部由于受力不均产生的变形。
2、库体板方板时,确保场地平整,钢板平铺,同时度提高等级,放线切割时均由专业人员负责,确保方板度。从而使上下两节库体板间距均匀,减少强力拼合的情况。
3、确定合理的焊接工艺顺序,减小焊接应力集中,缩小变形。
(1)竖向对接焊缝焊接时,先进行间断焊,间断焊长度不超过20公分,同时板两端预留20---30公分不焊接,间断焊接完成后,用锤击方式焊接残余应力后将剩余焊缝焊接(板两端焊缝除外)完成,同时锤击焊接残余应力。
(2)环向对接焊缝焊接时,先将T型口对齐,确保平整不错边,对T型口两边进行横向焊接大约50公分左右,锤击残余应力后,然后分段退焊或跳焊,沿环缝方向均分,大约完成环缝工程量的一半时,再进行锤击,焊接应力后将剩余焊缝焊完,锤击焊接应力即可。
(3)如因两板缝隙不均或焊工水平差异无法一次焊接成型,必须进行两遍或多遍焊接,且 遍焊接完成后焊接应力后方可进行第二遍焊接。


总结选购粉煤灰库钢板仓注重细节来山东省泰安市找裕盛钢板仓有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:谷云建-16606357772,{QQ:1657330744},地址:[经济技术开发区北城街道]。