
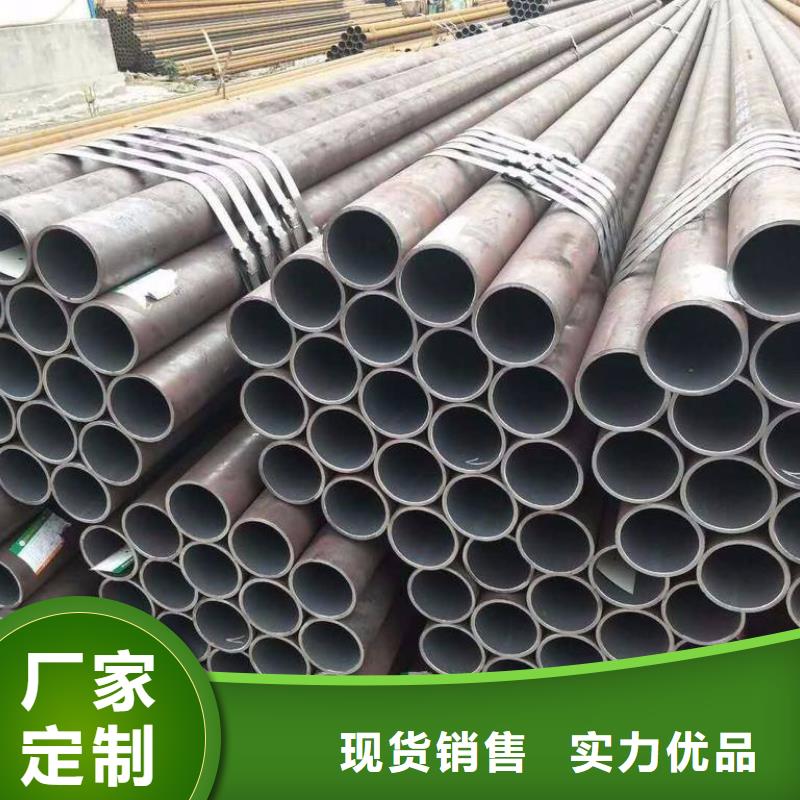


无缝钢管
80年代,常熟市远东钢管厂、宁波不锈钢管厂等建成投产Φ76mm自动轧管机组;
湖州久立不锈钢管厂、江苏通州市钢管厂、靖江不锈钢管厂、张家港市不锈钢管厂和福建三明铁厂等建成投产Φ76mm穿孔机及冷拔钢管生产线
90年代,黄石宝陆钢厂建成投产了Φ100mm自动轧管机组,山东青州市钢无缝管厂建成投产了国产Φ140mm狄塞尔轧管机组。


针对无缝钢管的安装应用,都拥有 严苛的技术标准,要依据具体情况开展,另外还要依照操作规程,保证和品质。在平时的应用全过程中,无缝钢管必须留意以下几个方面:
一、无缝钢管应用前的施工准备
管路沟应挖好,管井切砖结束,必须的各种各样型号规格无缝钢管及时,所必须的各式各样的专用工具,包含直流焊机、自动切割机、冲击电钻、角磨机等提前准备齐备,仅有搞好一系列的准备工作才可以逐渐安装。
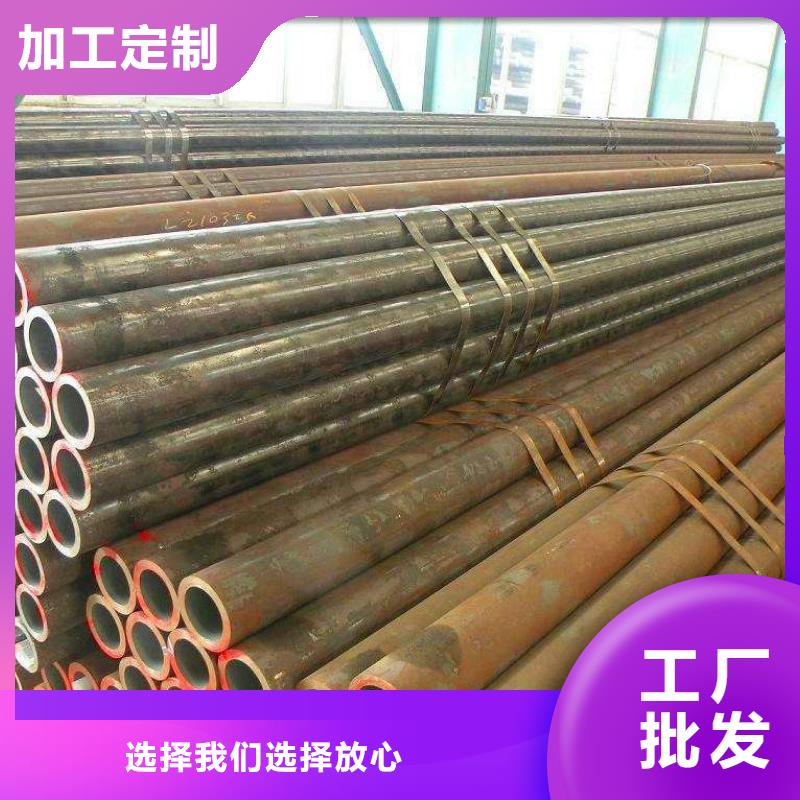
二、无缝钢管的安装
依据施工图设计开展管路精准定位,依据当场状况预制构件管道支架,随后依据设计方案和当场开展开料,随后用角磨机磨焊缝,再开展焊接。
三、应用品质规定
1、竖直安装的立管每米误差应低于3mm,水准安装的误差应低于1毫米。
2、焊接处不可焊接立管,弯曲处防止有焊接。
3、规定焊接竖直,焊接圆润,焊缝表层无烧穿、裂痕。



无缝钢管接纳的荷载方法不一样,选择滚动轴承协作的紧松水平也应不一样,当接纳固定不动荷载时,协作应松些,使滚动轴承在机械设备上用拆比较便捷,但也不可以太松,要不然会造成在相协作零件上拖动而使协作面磨坏,因此,一般应取用衔接协作或具备非常少间隙的间隙协作。
当无缝钢管接纳转动荷载时,应选择过紧的协作,以防止该抛圈在协作零件上拖动,使协作面产生磨坏,但过盈量不可以很大,要不然会使滚动轴承內部的侧隙减少以至完全消退,产生过大的接触压力,造成 轴磨坏加快,影响其使用寿命。
当无缝钢管接纳摆动荷载时,选择协作的紧松水平,一般与无缝钢管接纳转动荷载时采用的协作同样,也许稍紧一些。
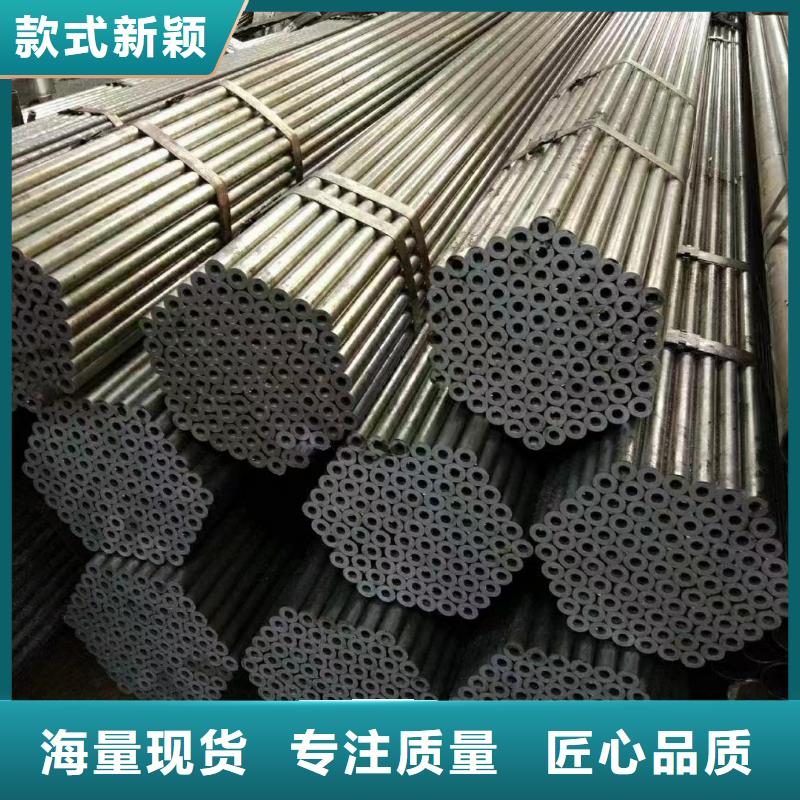
无缝钢管生产步骤:管料历经积极轧管机上不断冷轧******经均整个机械均整壁厚,经定径机定径,抵达规范规定,应用连续式轧管机组生产热扎无缝钢管是较的方法,一般 在二辊式挤压机上开展,无缝钢管在变横断面圆洞槽和没动的锥型顶边所构成的环状板孔中冷轧,冷拉一般 在多肽链式或双链条式冷拔机上开展捏揉法已然加温好的管料放到密闭式的捏揉圆桶内破孔棒与捏揉杆一同健身运动,使捏揉件从较小的模孔中挤压,此方法可生产直徑较小的无缝钢管。



深耕 山东泰安精密管行业十年,一直坚持对 山东泰安精密管产品质量的严格把控,售前售中售后的服务。 十年耕耘,让社会各界看到了我们,金海金属材料有限公司将继续努力,在 山东泰安精密管领域发光发热!


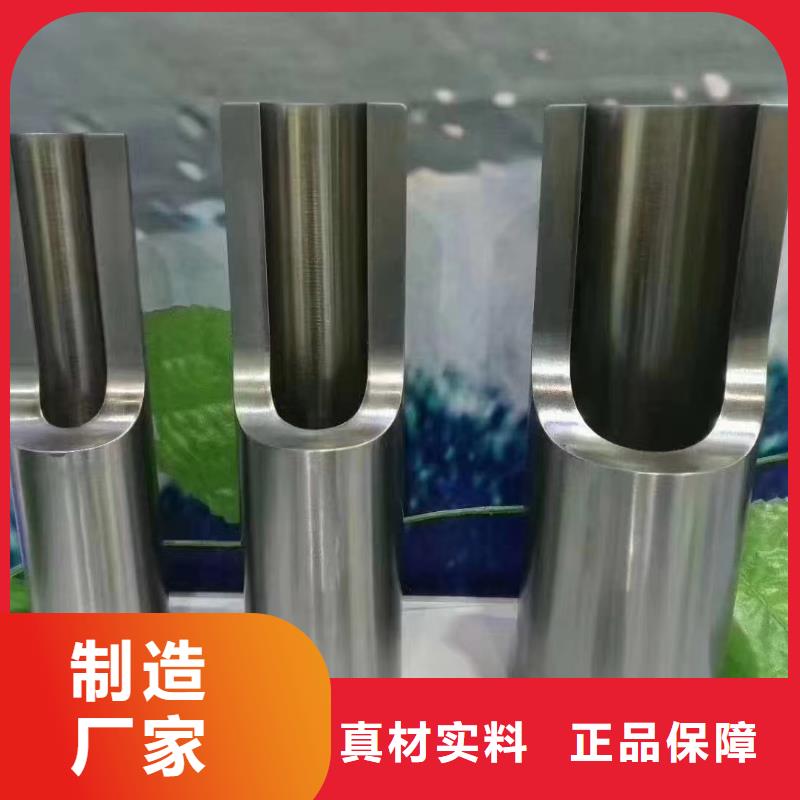
厚壁无缝钢管表面的光滑度的堤高方法
厚壁无缝钢管的视频后期制作包括了不锈钢钝化、预酸洗磷化和抹油,依据不锈钢钝化的处理可以改善厚壁无缝钢管表面的光滑度以及提高其整体的耐磨性从而 使用寿命,重要的一点就是可以改善和其他基本金属复合材料的结合,目前针对厚壁无缝钢管进行磷化处理的状况下重要采用三氧化铬进行不锈钢钝化,可以在不锈钢钝化的状况下加上一些活性剂,如氟化物、硫酸铵或硫酸等,促进不锈钢钝化后得到 稍厚的三氧化铬膜。当钝化剂中有氟化物时可降低钢表带表面张力,加速破乳体现,可以提高电抛光作用,使涂层细致光亮。
厚壁无缝钢管不仅要在生产制造的状况下注意相关的生产制造生产流程,还要在后半期的生产制造和处理专业性中确保,那般就可以给生产制造的产品再加了双保,促进厚壁无缝钢管不仅在外观上也要质量上更上一层楼了,变成了目前应用专业能力极强的原料。
1、提高铸机的对弧精度,避免 凝固早期的非均相网页页面上应力场过大,防止导致沿位错裂缝。
2、采用适当加快煅造速度和一定范畴以内扩张致冷出水量、提高水的出水量、降低溫度等方法维持强制致冷。
3、严格控制钢材牌号成分,特别是在是碳水分含量的控制。
4、提高轧钢电流的磁效应搅拌,中攀钢水氢压控制在40℃下述


