



以下的库存充足的冷拔珩磨管生产厂家视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:库存充足的冷拔珩磨管生产厂家的图文介绍
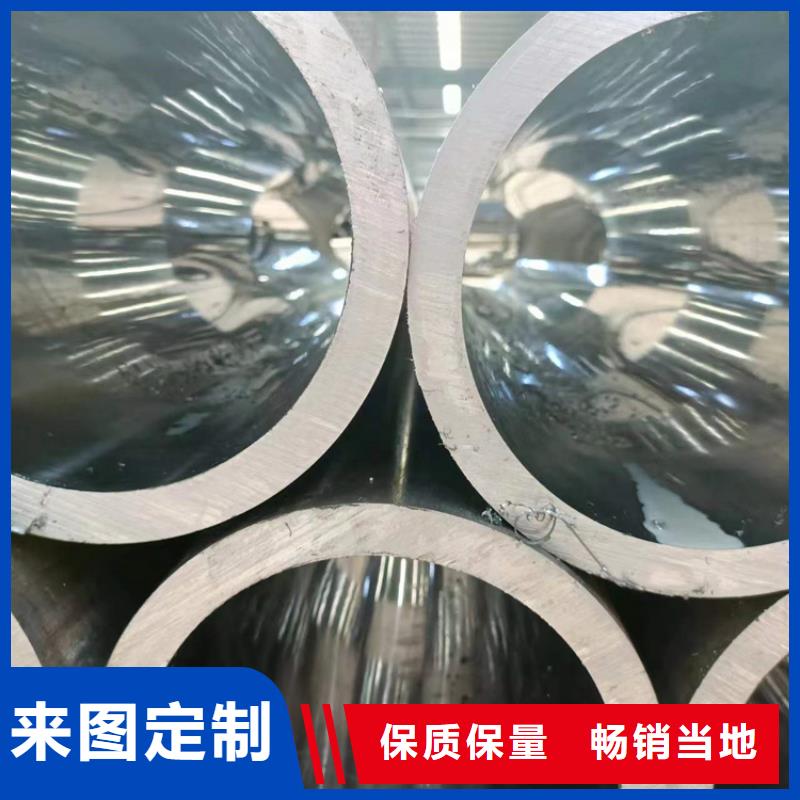
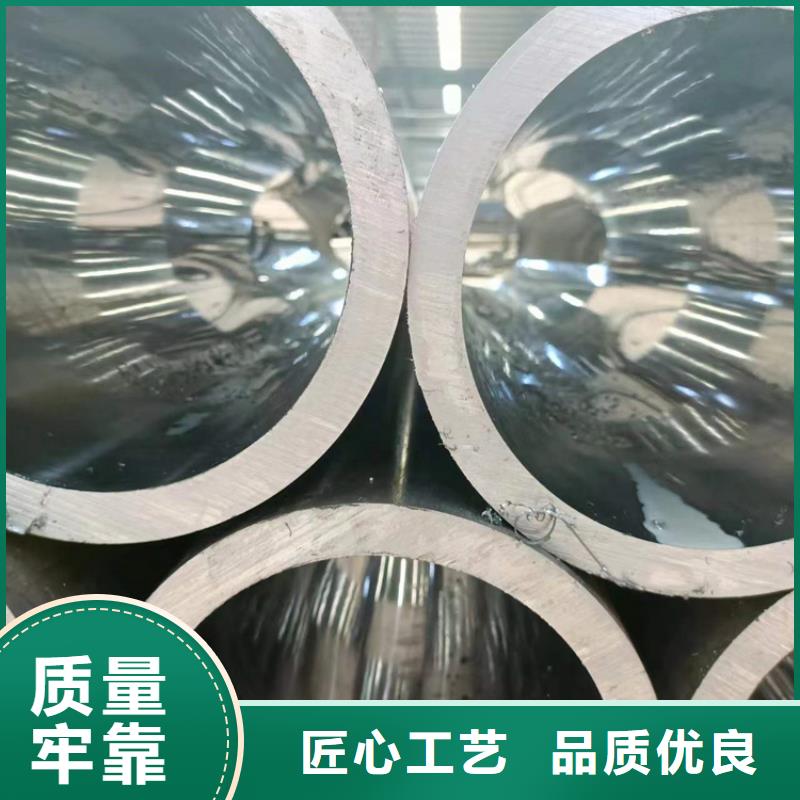
产品特点图

浙江台州企业旺旺珩磨管绗磨管油缸管从结构上看珩磨机可以分为卧式和立式两种,卧式珩磨机的工作行程较长,适用于珩磨深孔,深度可达3000毫米。其水平安置的珩磨头不旋转,只作轴向往复运动,工件由主轴带动旋转,床身中部设有支承工件的中心架和支承珩磨杆的导向架。在加工过程中,珩磨头的油石在胀缩机构作用下作径向进给,把工件逐步加工到所需尺寸。而立式珩磨机的主轴工作行程较短,适用于珩磨缸体和箱体孔等,镶嵌有油石的珩磨头由竖直安置的主轴带动旋转,同时在液压装置的驱动下作垂直往复进给运动,从而完成对珩磨管的加工。

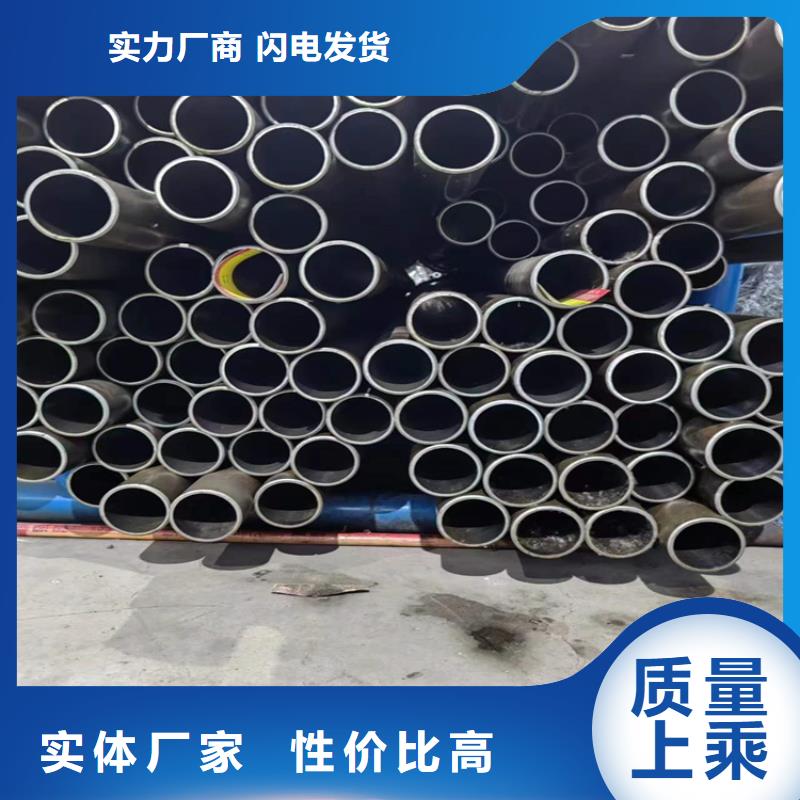
适用范围


安达液压机械有限公司实力雄厚,重信用、守合同,生产的 浙江台州珩磨管加工厂拥有质量保证,逐步朝着具有实力、更专业、更现代化的企业前进,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。如果您对我们的 浙江台州珩磨管加工厂感兴趣,请随时拨打安达液压机械有限公司热线电话详细了解。



为什么选择我们

浙江台州企业旺旺珩磨管绗磨管油缸管主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。

