

滚塑成型模具
3.1 概述
模具是滚塑成型中不可缺少的重要装备。 滚塑模具简单,为无压成型模具,因此壁薄,轻质。滚塑模具由上下两半模组成,并用夹板固定。为了排出模腔内形成的气体,防止制品变形,模具上开设排气孔。
在滚塑工业中,模具的制作有三种常用方法:钢板焊接、铝合金铸造和电镀成型。滚塑成型对模具材质强度要求不高,但必须具有良好的热传导性,并能抵挡频繁加热与冷却过程中的应力交替。显然低碳钢、铝、不锈钢等都是理想的制模材料。选择模具制作方法时通常要考虑以下三个方面:构造的复杂程度,模具的数量和制品表面质量要求。而在这三个要求中,制品的形状和尺寸占主导地位。我们可根据不同的情况选用不同的制作方法。同时,在制造模具时,成本是另外的一个重要因素。模具制作成本包括了制模材料、模具厚度、分型面的位置、模具数量和表面处理情况等等。合理设计滚塑模具结构和正确选用模具材料是获取表面光洁无气泡、壁厚均匀无应力的优质制品的首要保证。
模具壳体的壁厚设计按常压容器的设计规范进行,即从刚度计算出发,结合制品厚度、加热方式及制模方法等综合考虑。一般较大型的模具采用钢板,其厚度为2—4mm,模具内壁要抛光。另外模具厚度取决于旋转方向和加热方式,用于热液体传导加热的模具,壁较厚些,一般为7.9~12.7mm,以保证传热均匀,不发生热点;而热风循环加热的模具,壁较薄些,一般为5~7mm。
3.2 铸铝模具
用传统的砂型铸造生产的铸件精度低、制模周期长,铸件表面质量更无法达到滚塑模的要求,铸后还需人工打磨抛光。因此,生产滚塑用铸铝模就必须采用精密铸造方法,同时引入快速制模技术,缩短模具的制造周期。只有这样,滚塑成型投资少、见效快的优势才能得以充分显示。现代精密铸造的工艺方法多种多样,对于像滚塑模具这样尺寸较大且形状复杂的单件铸件采用石膏型或陶瓷型铸造是非常经济的。如再配合采用热模差压浇注法,使铸铝合金的流动性大大提高,进一步减小了滚塑模体的壁厚,对加快滚塑成型中的热量传导、缩短成型周期是十分有利的。
3.3 快速制模技术
快速制模技术即运用快速造型技术RPM (Rapid Prototyping Moulding)制得的原型直接或间接地加工各种金属模具的方法,是集CAD/CAM、化工、材料和精密机械等 成就于一身的高新技术。目前发展比较成熟的快速造型方法有激光造型法SLA、薄板层积法LOM、熔丝沉积法FDM和选择性激光烧结法SLS等。在滚塑模制造中,用经过表面覆膜处理的LOM原型代替木模直接制造石膏型、陶瓷型(大件)或由原型经硅橡胶模过渡转换得到石膏型、陶瓷型(小件),再用石膏型、陶瓷型浇注出金属模具的方法,实现铸铝模的精密铸造将是十分有利的。
4 滚塑成型制品质量控制
4.1 常见质量问题
简单而实用是滚塑成型的一大优点,但同时也给该技术带来了一些先天不足的缺陷。比如,制品内部易产生气泡,而表面则易出现空洞;制品易出现弯曲、收缩、变色等。这些现象不但影响了制品的外观形象,而且更重要的是严重损害了制品的力学性能。因此,研究气泡的形成与消失,弯曲、收缩现象的形成与消失以及制品的冲击强度对提高成型制品的质量具有十分重要的意义。
4.2气泡与孔眼
气泡的形成是因为当粉末粒子熔化并粘结在一起的时候,其间夹带了空气。在工业生产中,常采用提高加热温度的方法来减少或制品中的气泡。因为当提高加热温度、延长或制品中的气泡时,物料粘度减小,气泡扩散容易。同时因为有更多的时间使气泡扩散更彻底。这种方法对制品中的气泡虽然有效,但是也有副作用。比如增加熔融温度将导致成型周期延长,降低生产效率;高温下物料被氧化,致使制品的力学性能降低,特别是冲击强度尤为明显。
4.3冲击强度
影响制品冲击强度的因素较多,比如加热温度、加热时间、冷却速度、粒子尺寸、模具材料等,其中加热温度和加热时间是影响冲击强度的主要因素。温度过低,材料熔融不够,导致制品冲击强度降低;温度过高则会引起塑料产生降解,同样降低了制品的冲击强度。熔体流动数率MFI与其冲击强度有直接的关联,MFI随着冲击强度的下降而下降。因而MFI可以作为制品冲击强度的指征。
滚塑成型工艺制造的特大型聚乙烯储罐
4.4收缩与变形
收缩、变形也是塑料滚塑成型制品的另一大缺陷。收缩、变形一般是由冷却时形成的残余应力引起的,试验证明通过不同的冷却方式交替进行冷却可以减少制品的残余应力,或者在冷却期间向模具内充人压缩空气,即通过压缩空气使已固化塑料紧紧贴在模具的内壁,阻止它脱离模壁或变形,一直到塑料完全冷却为止,这样便起到了冷却定型的作用。并且由于此法对于已固化塑料的内表面同时冷却,改变了冷却机理,从而减小了残余应力,抑制了制品的收缩和变形。试验证明,大部分塑料冷却时通入0.11MPa的压缩空气即基本上收缩、变形现象。
5 滚塑成型研究进展
从国内外情况看,滚塑成型技术已经取得了很大的进步。研究工作者们为完善滚塑成型工艺和提高制品质量,近年来在加工过程的实验研究及模拟仿真、滚塑成型专用树脂、加工设备和模具的优化设计、工艺条件的控制等方面开展了大量研究。这些研究大多数是围绕解决滚塑成型的两个关键问题:1)滚塑成型对专用料要求苛刻;2)滚塑成型加工时间长、耗能高。
滚塑成型中,人们希望聚合物能象石膏浆那样具有良好的塑化涂模性能。在现行加热方式下,通过模具传导给热不足以使聚合物材料达到良好的塑化流动涂布效果,而只能依靠粉料自身在重力作用下的运动来实现沿模腔内壁均匀涂布,并一层层熔融成型。由于旋转速度慢,这里离心力作用基本可以忽略(和金属离心浇铸存在较大差别)。粉料在模腔内运动受热熔融并涂布在模腔内壁的过程十分复杂并且直接影响到制品的质量。下面一些研究动向值得关注。
①国外学者比较深人地研究了滚塑成型中粉体流动规律及其对成型效果的影响。研究结果表明,粉料在模腔内的运动可归结为三种类型:稳态环流、雪崩流和滑动流。滚塑成型中 的是稳态环流,其次是雪崩流,而滑动流则难以得到合格制品。决定这些粉体流动形式的因素主要是粉料与模腔内壁间的摩擦系数和粒子本身由团聚力和几何形状等决定的流动性能。因此,滚塑成型专用料除了要求耐热时间长以外,还对粉末粒子的形状和摩擦系数有严格要求。
②在滚塑成型中,本质上都是通过外部热源把模具加热到塑料熔融温度以上,然后由热模具再将热量传导给内部的粉料。由于塑料导热性差,要使全部物料充分熔融塑化需要很长时间,而且也无法使用挤出和注射成型加工中常用的粒料。滚塑成型中聚合物熔融凝结,是影响加工时间和制品质量的重要因素。
③为了进行工艺和设备优化以及提高制品质量,人们还利用滚塑加工过程的模型化和计算机仿真模拟等方面的研究,深入了解滚塑成型主要工艺参数对成型周期的影响。


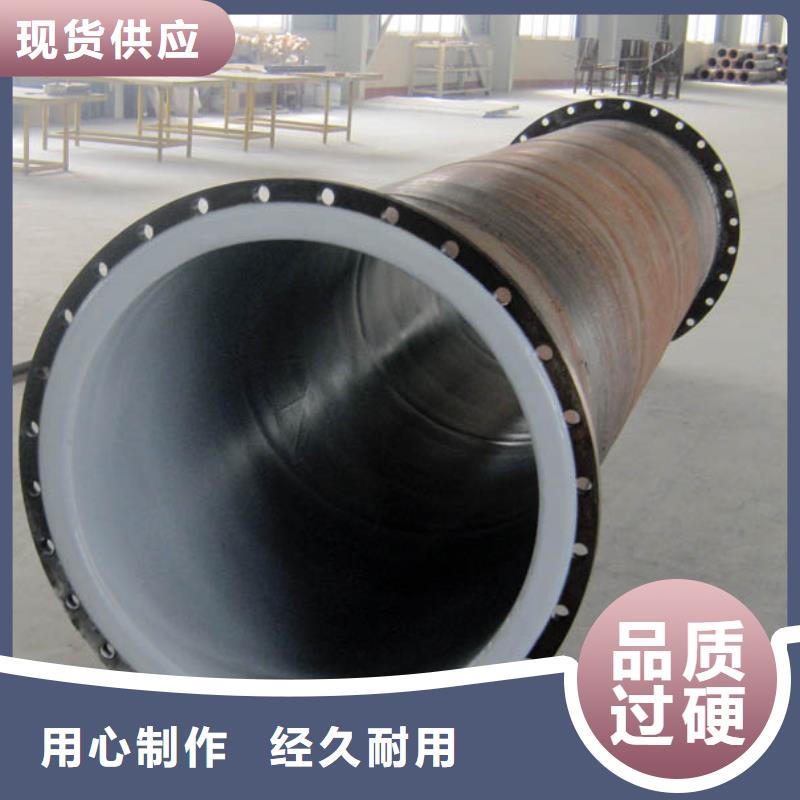
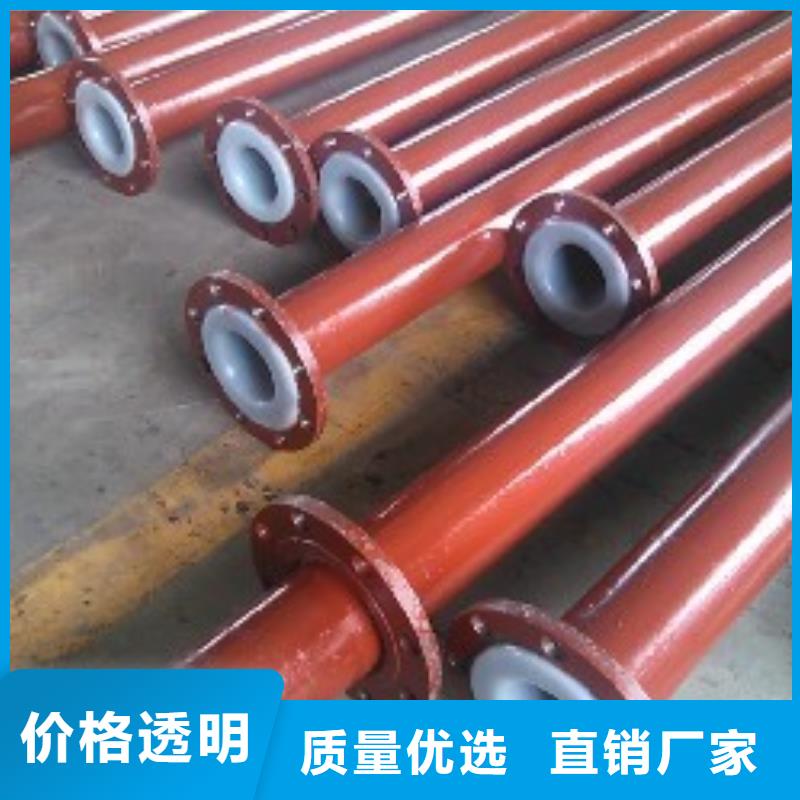
环保衬塑钢管,又名:钢塑复合管,产品以无缝钢管、焊接钢管为基管,内壁涂装高附着力、防腐、食品级卫生型的聚乙烯粉末涂或环氧树脂涂料。采用前处理、预热、内涂装、流平、后处理工艺制成的给水镀锌内涂塑复合钢管,是传统镀锌管的升级型产品。
钢管优点折叠编辑本段
一、适用范围广泛、规格品种齐全: 折叠
目前,在建筑给水行业中,高层建筑的给水管和消防管材长期使用压力约为1.6MPa左右,因此内筋嵌入式衬塑钢管的设计压力确定在2.0MPa基本上能满足建筑给水的压力使用要求,同时这一参数也是壁厚设计的重要参数。 使用温度也是管材设计的一个重要参数,它决定着材料的许用应力。在行业中按输送水的温度分为冷水和热水,冷水温度一般为0℃~25℃,但明装管路内介质温度受大气温度影响,我国南方夏季气温可高达40℃左右,而北方气温在冬季可低于-40℃,但是水于0℃以下就会凝固成冰,从而达不到用水的目的。因此在行业中有保温的一些规范,使管路中水的温度一直保持在0℃以上,以保持流体的可流动性。热水一般用于采暖、淋浴,水温通常为75℃以下,瞬间温度可达为95℃左右。 介于以上调研,内筋嵌入式衬塑钢管分为冷水型和热水型两大类,确定冷水型长期使用温度为0℃~55℃,热水型管材的长期使用温度为0℃~75℃,瞬间温度可达95℃。规格按管道通径标准化确定为DN15、DN20、DN25、DN32、DN40、DN50、DN65、DN80、DN100、DN125、DN150、DN200、DN250、DN300等品种。
二、生产工艺独特: 折叠
在产品结构确定后采用何种工艺进行生产是目前经济活动中至关重要的,它直接关联了产品的生产成本和生产效率,同时又反过来对产品的结构设计、材料的选择提出工艺上的要求。内筋嵌入式衬塑钢管采用独特的机械拉拔复合工艺,通过对金属管的缩径压迫内层塑料管,使两种材料产生 性合理过盈,加之焊管内表面独特设计的花纹内筋对塑料管外表面的嵌入作用,以及塑料管复合前的物理和化学改性,使得内筋嵌入式衬塑钢管具有不分层、不缩管,长期使用有保障的技术特点。并于2001年获 实用新型 。这种独特的工艺生产效率高,过程控制易行,复合质量高。
三、连接方式可靠快捷: 折叠
管道之间的连接方式是建材行业重要的问题,连接强度可不可靠、便不便于安装、维修,能不能适应恶劣的自然条件,这些问题都是用户、设计、施工等各个单位关心的问题。内筋嵌入式衬塑钢管利用冷挤压原理在距管材端面一定距离作引伸变形成一小型圆弧槽,再将卡簧式不锈钢卡环置入槽内,套上螺母或接口、新型搪瓷管件及其附件,旋紧即可,安装快捷。由于卡环配合部位的锥面自锁设计,以及采用端向和径向的双向密封设计,使之具有可靠的连接强度和抗渗漏性能。同时由于所有管接头采用的是可拆卸结构,加之专用活接管件的配合使用,使其维修极其方便。
四、外表面的防蚀措施完善: 折叠
众所周知,钢铁的腐蚀是非常普遍的,由此带来的经济损失是巨大的。我们知道钢铁的腐蚀主要是由于电化学腐蚀,塑料的腐蚀老化主要是化学腐蚀以及紫外线照射而引起的,内筋嵌入式衬塑钢管由于内层塑料管由外层金属管庇护,彻底了塑料腐蚀老化的成因,使塑料管具有经久耐用的性能。而外层金属管的保护却要困难得多。内筋嵌入式衬塑钢管的外表面采用了三层防蚀措施: 层为镀锌层,钢管形成阴极进行保护防锈。第二层:环氧底漆,在镀锌层外表形成致密的高分子保护膜,使之与空气、水隔离,减缓锌层的氧化腐蚀,从而提高管材的使用年限。第三层:面漆,加强膜的保护作用,提高产品的美观程度。在埋地使用时,采用适当的防腐措施以提高系统的使用寿命;也可采用于衬塑钢管为基管,外表面再覆一层塑料管的“内筋嵌入式双面衬塑钢管”(PE管+碳钢管+PP管)系列产品直接埋地使用。
五、焊管壁厚合理: 折叠
壁厚是一重要参数,在《机械设计手册》第3册给出的管道壁厚的设计公式: S=PD/(2[δ]ψ)+C 式中:S:管壁厚(mm) P:管内介质压力(MPa); D:管外径(mm); [δ]:工作温度下的管材许用应力(MPa); j:管材纵向焊缝系数,无缝钢管j = 1;对焊接钢管j = 0.8; C:管壁厚度附加值(mm);包括制造负偏差C1;腐蚀裕度C2;螺纹深度C3;C= C1+ C2+ C3。 内筋嵌入式衬塑钢管按以上理论确定焊管壁厚。管道材料的许用应力[δ]一般按材料的各项强度分别除以对应的系数,取其中的小值作为该材料的许用应力,该值为管道材料容许承受的应力。同时由于内筋嵌入式衬塑钢管采用卡环式连接,冷挤压变形制槽,不需考虑管壁厚度附加值的C3。因而与传统镀锌钢管相比,壁厚更加合理,经济性有明显的潜力。
钢管缺点折叠编辑本段
1: 造价高
2: 安装费时费力
3:不能完全解决管件连接部分对水质污染问题
钢管应用折叠编辑本段
(环保)衬塑钢管的技术衬塑钢管继承了钢管和塑料管各自的优点,并且根据市场需求、生产工艺、防腐措施、连接方式、性价比等诸多方面进行综合分析后合理设计管材。因此,该管材具有众多技术特点,广泛应用于各类建筑的冷热水的给水系统。连接方式有专用卡环连接、沟槽(卡箍)连接或丝扣连接,施工工艺类似钢管的沟槽连接与钢管的丝扣连接。
随着人们的环保意识、意识的普及,新型环保给水用管材如雨后春笋般层出不穷,其品种之多难以枚举。衬塑钢管继承了钢管和塑料管各自的优点,同时又摒弃了各自的缺点。在管材设计中重要的内容之一是根据使用条件和要求,合理确定管材的壁厚,同时该参数直接影响产品的性价比。衬塑钢管独特的壁厚设计包括内层塑料管壁厚和外层焊管壁厚,从而决定了其一系列技术特点:
1、适用范围广泛,规格品种齐全;
2、生产工艺独特;
3、连接方式可靠快捷;
4、表面防蚀措施完善,美观;
5、外层焊管壁厚设计合理;
6、内层塑料管的壁厚合理,确保通径;
7、节能环保,发展潜力大;


