

一分钟,了解产品的全部魅力!观看我们的Q355GNH钢板切割加工产品视频,为您的购买决策提供有力支持。
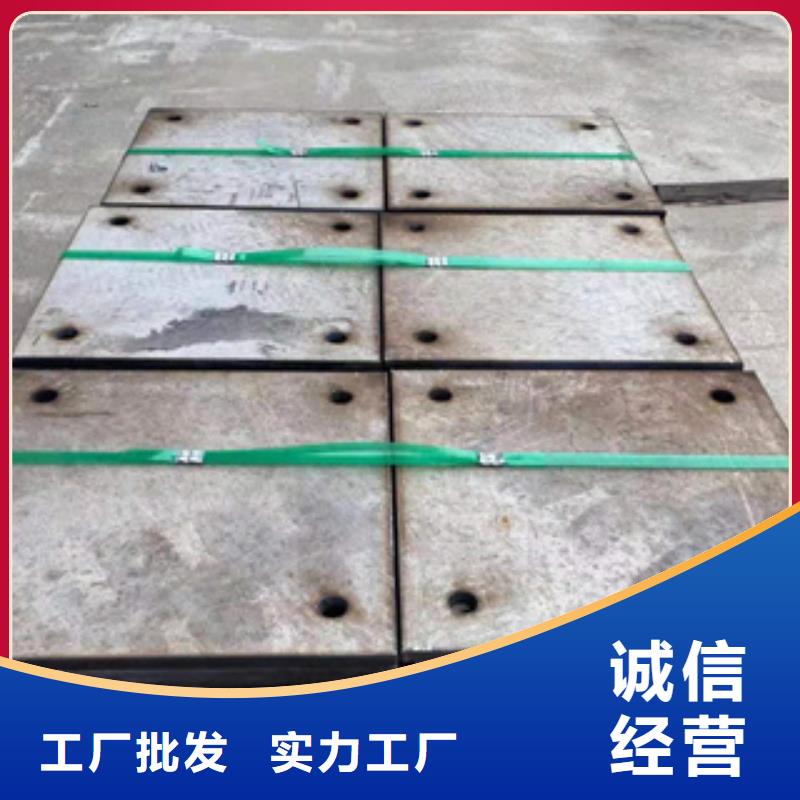
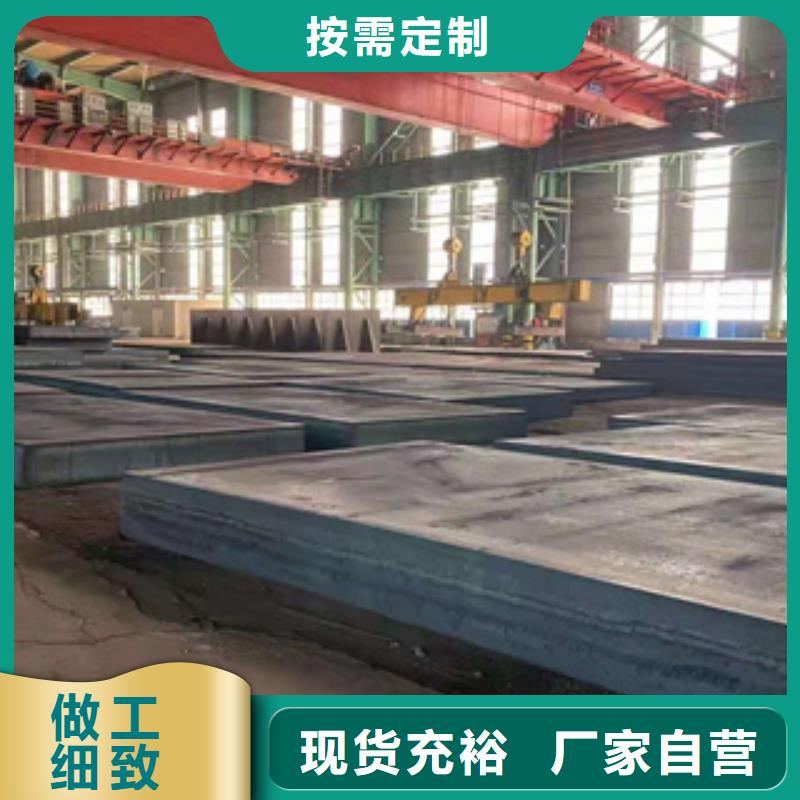
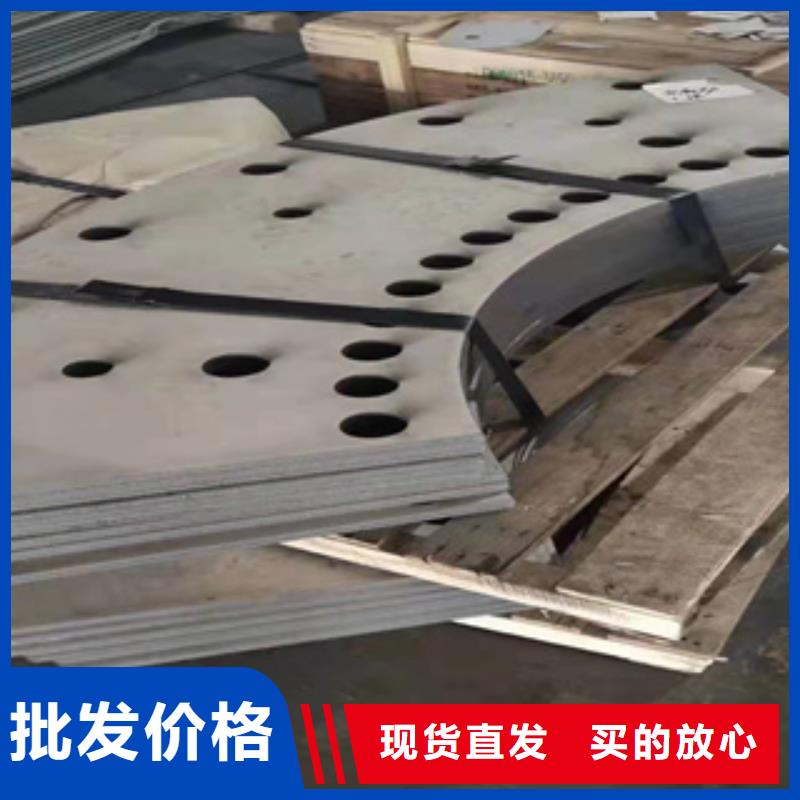
以下是:Q355GNH钢板切割加工的图文介绍


随着焊速的,熔深和熔宽减小。焊接速度过高有可能产生咬边。焊丝伸出长度:焊丝的伸出长度越长,焊丝的电阻热越大,焊丝的熔化速度越快。焊丝伸出长度一般为13-25mm,视焊丝直径等条件而定。焊丝伸出长度过长,会导致电弧电压下降,熔敷金属过多,焊缝成型不良,熔深小,电弧不;焊丝伸出长度过短,电弧易烧导电嘴,且金属飞溅易塞喷嘴。 焊丝位置:焊丝轴线相对于焊缝中心线的角度和位置会影响焊道的形状和熔深。当其他条件不变,焊丝由垂直位置变为后向焊法时,熔深增加,而焊道变窄且余高增大,电弧,飞溅小。焊接位置:射流过渡可适用于平焊、立焊、仰焊位置。 平焊时,耐磨衬板相对于水平面的斜度对焊缝成型、熔深和焊接速度有影响。若采用下坡焊,焊缝余高减小,熔深减小,焊接速度可以,有利于焊接薄的耐磨衬板;若采用上坡焊,重力使焊接金属后流,熔深和余高增加,而熔宽减小。 短路过渡焊接可用于薄耐磨衬板的平焊和全位置焊。气体流量:保护气体从喷嘴可有两种情况,较厚的层流或接近于紊流的较薄层硫。前者有较大的有效保护范围和较好的保护作用。因此,为了得到层流的保护气流,加强保护效果,需采用结构设计合理的焊和合适的气体流量,气体流量过大或过小皆会造成紊流。



迄今鑫邦源特钢有限公司 陕西铜川合金钢管产品已经在全国几百个工程项目中得以应用,并且以其优异的质量和完善的服务体系以及合理的价格优势等赢得了广大客户的信赖和厚爱。公司已建立起遍布世界的完善的销售和售后服务网络体系, 陕西铜川合金钢管产品畅销全国200多个城市,深受客户的欢迎和好评。


鑫邦源特钢有限公司拥有一批高素质的 陕西铜川合金钢管管理人才和工程技术人员,配备了成套的先进设备。并在长期的 陕西铜川合金钢管市场磨练中建立起一套科学的生产管理模式。公司集多年设计、开发、生产经验,所有 陕西铜川合金钢管产品均严格按照标准制作,工艺清湛,美观耐用,赢得了广大客户的喜爱。



焊剂应具有良好的焊接工艺性能在规定的参数下进行焊接,焊接双金属耐磨板的过程中应保证电弧燃烧,熔合良好,过渡平滑,焊缝成形好,脱渣容易。焊剂应具有较低的含水量和良好的抗潮性出厂焊剂中含水质量分数不得大于0.28%。 焊剂在温度250℃、相对湿度70%的环境条件下,放置24h,吸潮率不应大于0.15%。控制焊剂中机械夹杂物焊剂中碳粒、铁屑、原料颗粒及其他夹杂物的质量分数不应大于0.35%,其中碳粒与铁合金凝珠的质量分数不应大于0.28%。 焊剂应有较低的硫、磷含量焊剂中硫、磷的质量分数一般为S0.066%,P0.085%。焊剂应有一定的颗粒度焊剂的粒度一般分为两种,一种是普通粒度,为5-0.45mm(8-40目);另一种是细粒度,为18-0.28mm(14-60目)。 组织与性能特点Cr13型和马氏体耐磨衬板,一般经调质热处理,金相组织为马氏体,随回火温度的不同,马氏体的强度、硬度及塑性可在较大范围内,以满足不同使用性能的要求。对于低碳、超低碳马氏体耐磨衬板以及超级马氏体耐磨衬板,经淬火和一次回火或二次回处理后,金相组织为低碳马氏体+逆变奥氏体复合相同组织。