


联系我们

当前位置:
沧州 钢兴钢管
有限公司 >
通辽当地今日热点
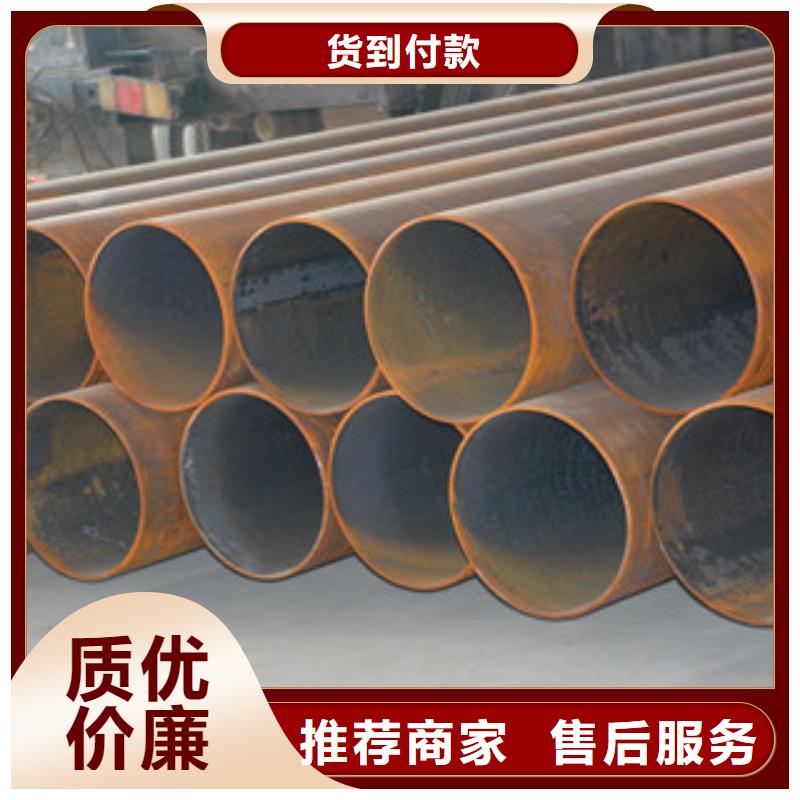
15CrMo无缝钢管规格型号齐全
更新时间:2024-12-29 20:19:41 浏览次数:3 公司名称:沧州 钢兴钢管 有限公司
以下是:15CrMo无缝钢管规格型号齐全的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | 20# |
| 产地 | 沧州 |
| 规格 | 21mm-1020mm |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
| 可定做 | 是 |
以下是:15CrMo无缝钢管规格型号齐全的图文视频





您是想要在内蒙古通辽市采购高质量的15CrMo无缝钢管规格型号齐全产品吗?钢兴钢管
有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的15CrMo无缝钢管规格型号齐全产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:刘学成-13722727880,QQ:133919903,地址:《沧州风化店乡后枣园工业区发货到内蒙古 通辽市 》。 内蒙古自治区,通辽市 通辽市,原称哲里木盟,内蒙古自治区辖地级市,地处内蒙古自治区东部,东靠吉林省四平市,西接赤峰市、锡林郭勒盟,南依辽宁省沈阳市、阜新市和铁岭市,北与兴安盟以及吉林省白城市、松原市为邻,地处中纬度,属中温带、干旱和半干旱、大陆性季风气候,总面积59535平方千米。截至2022年10月,全市辖1个区、1个县和5个旗,代管1个县级市。截至2022年底,全市常住人口283.46万。
不要错过这部精心制作的15CrMo无缝钢管规格型号齐全产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:15CrMo无缝钢管规格型号齐全的图文介绍

无缝管如何改善壁厚精度的问题呢
钢管壁厚的控制是钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢, 升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。
9、完善工艺
完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。
钢管壁厚的控制是钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢, 升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。
9、完善工艺
完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。


不锈钢管规格及外观质量:A、按GB14975-94不锈钢无缝钢管规定,无缝管厂的通常长度(不定尺)热轧钢管1.5~10m,热钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。B、热轧(热)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。 冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。C、钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。 凡不超过允许负偏差的其他轻微表面缺陷可不。D、直道允许深度。热轧、热钢管、直径小于和等于140mm的不大于公称壁厚的5%,深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%,深度不大于0.3mm。E、钢管两端应切成直角,并毛刺。 不锈钢无缝管造工艺:1.热轧(无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库无缝管厂轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。



钢兴钢管
有限公司生产制造 内蒙古通辽大口径钢管等产品。本企业文化是企业发展的原动力,公司历来注重企业的文化建设,以人为本,厚德载物,共赢俱进,从 内蒙古通辽大口径钢管产品的开发,企业的管理到市场的推广都赋予人性化的理念。在人才的引进和培养、提拔上奉行“德才兼备,唯才是举”的原则,吸引了一大批各地的人才共创事业。


管坯被送入熔炉内加热至大约为1200摄氏度。加热管坯燃料为氢气或乙炔。炉内温度控制是关键性的问题,管坯出炉后要经过穿孔机进行穿孔。 一般较常见的穿孔机是锥形辊穿钢管孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,管坯就先后被三辊斜轧、连轧。挤压后要脱管进行定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管(钢管内径由定径机钻头的外径长度来确定)。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。 钢管经矫直后由传送带送至金属探伤机进行内部探伤,若钢管内部有裂纹,气泡等问题,将被探测出。钢管经质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。 2.冷拨无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。冷轧以热处理状态交货。



在内蒙古通辽市采购15CrMo无缝钢管规格型号齐全请认准钢兴钢管
有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:刘学成-13722727880,QQ:133919903,地址:风化店乡后枣园工业区)。