




鑫海达金属制品有限公司自成立以来,一直以“诚信服务、诚信合作”的经营理念为基本准则,赢得了广大客户以及 山东潍坊桥梁护栏企业的信任和支持。欢迎广大新老客户前来洽谈。



无论是住宅小区会使用到的护栏,还是在道路之中会使用到的道路护栏,护栏所发挥的作用还是很大的,而且也是能够成为了现在的人们会到的防护用品。但是在进行了解的时候,我们还可以看到护栏的另外一种材质,那就是不锈钢材质的护栏。
在了解的时候,能够很好的看到,虽然现在的这种不锈钢护栏,在外观上并不算是特别的美观,甚至还会在焊接点上很容易出现生锈的情况,但是在很多的地方还是了使用,像是在一些排队的地方等,都会使用到这样的护栏,主要的还是因为现在的这一护栏的强度是很不错的。



铬镍不锈钢焊条具有良好的耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、医疗机械制造等行业。为防止受热引起晶间腐蚀,焊接电流不宜过大,小于20%的碳钢焊条,电弧不宜过长,层间冷却快,焊道窄为宜。
不锈钢复合管护栏焊接要点及注意事项
首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极)
一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。)
保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。
从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。为了防止焊接孔的出现,必须焊接部位的锈迹和油污。焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。
风和通风。在有风的区域,应采取措施堵塞网,并在室内采取适当的通风措施。


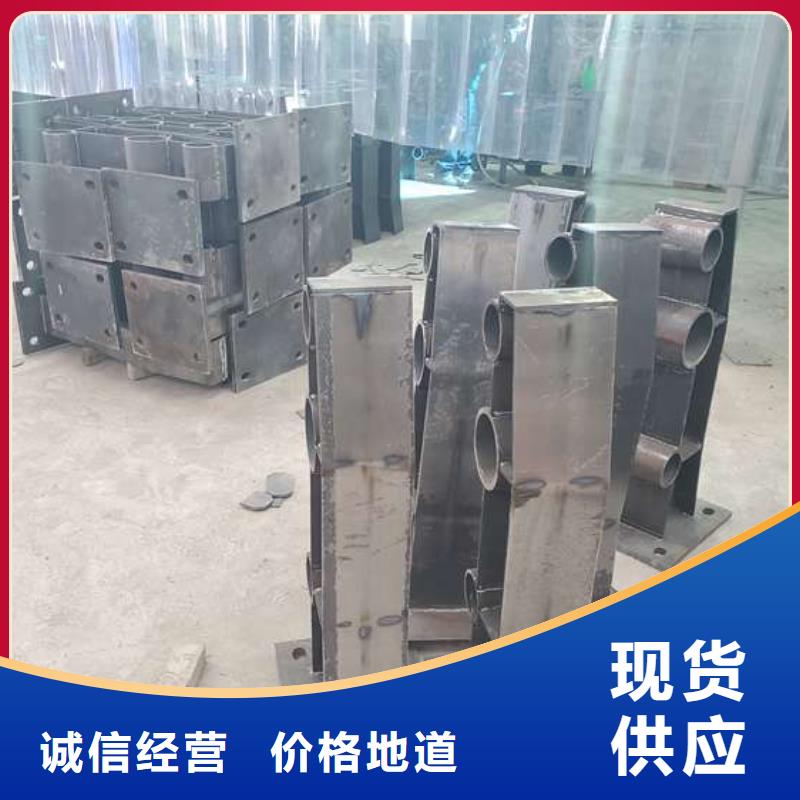
不锈钢复合管护栏钢板立柱的使用很普及,很多工程中都会使用到钢板立柱,那么大家知道钢板立柱的质量检测怎么做吗?下面就让钢板立柱厂家的技术人员来为大家介绍一下。
钢板立柱外观检查:目测检查涂覆钢管的外观质量,试验结果应符合5.1的规定。
怎么做好钢板立柱的质量检测呢?钢板立柱厚度测量:从涂覆钢管的两端取不同长度的两个横断面,在每个横断面用电磁测厚仪测量圆周上直交的任意四点的涂层厚度,试验结果应符合5.4的规定。
钢板立柱针孔试验:管段试件长度约为1000 mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500 V,涂层厚度大于0.4 mm,试验电压为2000 V。检查有无电火花产生,试验结果应符合5.5的规定。
钢板立柱附着力试验:附着力试验按CJ/T 120-2008中7.4.2进行,试验结果应符合5.6的规定。
钢板立柱弯曲试验:DN≤50mm的涂覆钢管进行弯曲试验。管段试件长度为(1200±100) mm。在温度为(20±5) ℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30o,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。



