更新时间:2025-01-01 16:18:31 浏览次数:1 公司名称:聊城 聚贤丰汇金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |







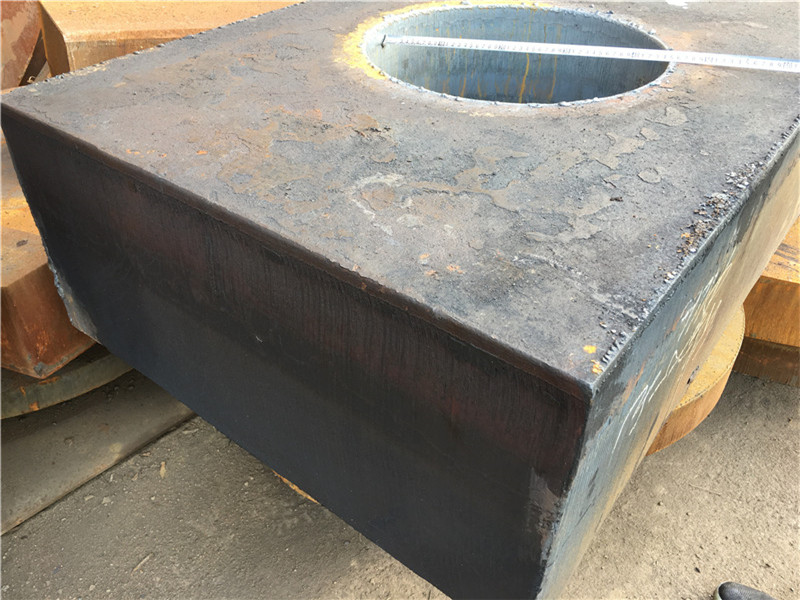
对于从事钢板加工的人来说,钢板焊接、切割这些都是基础操作,但是想要把简单基础的操作做好做精也是需要技巧的。下面小编收集了一些中厚板切割的技巧,希望能帮助你更快更好的完成工作。
聚贤丰汇特钢有限公司拥有大型数控火焰切割机、数控等离子切割机、大型剪板机、500吨大型液压冲床、机械冲床、数控立车、镗床、铣床、加工中心等机械加工设备,专业承接特厚钢板切割、钢板零割、钢板数控切割、钢板下料、异形件切割、仿形件切割、剪切、冲孔、折弯、机加工、物流配送等延伸服务。提供正火保性能钢板,一级、二级、三级探伤钢板期货,保性能钢板,一级、二级探伤钢板现货销售。
我公司承接机械配套机加工,主营Q235B、Q345B、45#、50#、Q345D、Q345E、Q690D、Q550D、Q460C、40cr、42crmo钢等材质的切割与加工。可按客户图纸要求进行切割异型件、切割法兰圆盘毛坯件、仿形件。外协加工各类机械零部件、模具钢、轴承座、齿 、钢结构及焊接预埋件、起重及升降钢板配重块。钢板切割件产品主要应用于重型机械设备,如造船、纺织、采矿机械、机床、锻压、发电设备、冶金机械制造等领域。 的优势在于特厚钢板的切割及深加工业务中能大量替代锻、铸件。需要我们做什么,这些问题一直困扰着我们。但是经过几年的实践,发现做好客户关系其实很容易,那就是真诚!
为了保证切割零件的完整性,切割的起点不能在零件的轮廓线上。零件的外轮廓应在零件轮廓外切掉。对于零件的内部轮廓,应在零件的轮廓内进行切割。对于厚度大于60 mm的钢板,预留中心火焰切割的预热时间大于120秒。直接穿孔钢板会缩短割嘴的使用寿命,另外,穿孔的炉渣容易溅到割嘴上,严重情况下甚至会影响产品的切割质量。因此,在排版可行的情况下,应尽量从钢板的边缘切割,这样能够很大程度上避免上述问题。这个工作对于操作人员的技能要求也比较低。
但是这种方法又容易造成另一种缺陷,即易导致钢板受热变形。对此,我们通过反复试验发现可以通过曲折引入线切割的方式来避免钢板受热变形的问题。这种切割方法是通过弯曲切入,使钢板的剩余材料在彼此之间产生一个夹钳,从而限制钢板的变。将曲折线切割法应用于中厚板的火焰切割,能够很好的提高中厚板切割的品质。
备料在切割和排版时,储备中心更加关注切割本身的效果。主要考虑切割的可行性、提高材料利用率和切割效率。但从整个产品加工生命周期的角度来看,切割只是其中的一个环节。一个的切割过程中,我们必须考虑下一个过程的因素,统筹全局,整体考虑。因此,对于需要在清理熔渣完成后进行加工或弯曲的零件,排版时应考虑切割过程本身,清理后的零件的正面应放在方便机加或折弯操作的一侧。另一方面,由于切割变形不能完全避免,排版中首先要处理非加工边。
影响和提高中厚板切割质量和效率的途径和方法有很多种。上述两种方法已在生产中得到应用,并取得了良好的效果。希望这两种方法能起到抛砖引玉的作用,能够帮助你在进行中厚板切割工作时更好的提率与成品。



聚贤丰汇金属材料有限公司位于天津市武清区北方世纪钢材城,公司一直秉承诚信经营,客户至上的理念,公司主营: 山东威海锻造圆钢。公司遵循诚信经营,货真价实,服务的宗旨,赢得了用户,拓展了市场,建立了销售网络,以质量求信誉,以信誉求发展,以雄厚的实力、优良的产品、优惠的价格深得新老用户的信赖;欢迎来电垂询或亲临指导。


34CrNi1Mo钢板属于什么材料?34CrNI1MO钢板执行什么标准?34CrNI1Mo特厚钢板哪里有现货?
热轧钢板和冷轧钢板的生产工艺不同。热轧钢板是在高温下轧制而成,冷轧是在常温下轧制。一般来说,冷轧钢板具有更好的强度,热轧钢板具有更好的延性。冷轧的一般厚度比较小,热轧的可以有较大的厚度。冷轧钢板的表面质量、外观、尺寸精度均优于热轧板,且其产品厚度可轧薄至0.18mm左右,因此比较受欢迎。对于产品的验收,可以请专业人士进行。
热轧钢板,机械性能远不及冷加工,也次于锻造加工,但有较好的韧性和延展性。
冷轧钢板由于有一定程度的加工硬化,韧性低,但能达到较好的屈强比,用来冷弯弹簧片等零件,同时由于屈服点较靠近抗拉强度,所以使用过程中对危险没有预见性,在载荷超过许用载荷时容易发生事故。
近期全国多个省份发布限产消息,供应端收紧的预期不断增强,34CrNI1Mo钢板钢材市场走出反弹行情,主要钢材品种价格自6月下旬的低点上涨约300-500元/吨,近几日上涨态势有所减弱,那么当前来看,钢材市场的基本面是否已经明显转强,本轮价格反弹能否持续?
钢材需求尚未明显恢复弹簧钢板:65Mn、55Si2Mn、55Si2MnB、55SiMnrB、60Si2Mn、60Si2CrA、60Si2MnA、55CrMnA、60CrMnA、60CrMnMoA、50CrVA、60CrMnBA、30W4Cr2rA、60Si2CrVA、50CrA
在限产逐步落地实施的情况下,需求是决定市场走势的关键因素。下半年,随着经济恢复的放缓,国内钢材需求扩张的动力将弱于上半年,钢材需求强度减弱,具体下游行业的需求将会呈现分化态势;同时,海外经济复苏预计放缓,钢材供需缺口收窄,钢材出口量比上半年也会有所减少。
短期来看,目前还处于钢材需求的淡季,终端需求未明显恢复,全国29个重点城市钢材社会库存量为1344.7万吨,比上周上升2.0万吨;中钢协数据显示,7月中旬,重点钢企钢材库存1491.8万吨,旬环比上升86.1万吨,较去年同期高3.7%。
合金钢板:15Cr2Ni2、15CrNiMoV、17CrNi2Mo、18Cr2Ni4W、18Cr2Ni4WA、18CrNiMnMoA、20Cr2Ni4、20CrMnMoB、20CrNiMo、20MnMo、20MnMoNb、20SiMn、24Cr2Ni4MoV、24CrMoV、25Cr2Ni4WA、28Cr2Mo1V、30Cr2MoV、30Cr2Ni2Mo、30CrMn2MoB、32Cr2MnMo、34Cr2Ni2Mo、34CrMnMo、34CrNi1Mo、34CrNi3Mo、34CrNi3MoV、35CrMoSi、40CrNiMo、40CrNiMoA、42MnMoV、45CrNiMoA、50CrMo、50SiMn、50SiMnMoV
虽然近期各地陆续发布下半年控制粗钢产量的相关消息,但政策面对于大宗商品价格仍保持高度关注。7月15日至16日召开的全国价格工作会议分析了当前的价格形势,要求各地价格主管部门着重加强价格监测预警和预期管理,强化大宗商品价格调控,确保实现今年价格总水平调控目标。
大宗商品价格调控仍是政策的重要关注点,在供应和需求同步走弱的情况下,压缩粗钢产量的实际执行程度存在不确定性,产量适应需求的可能性更大,根据需求变化调控减产节奏,下半年钢材总体供需格局可能适度偏紧。
成本支撑力度或会减弱
目前主要原料价格尚在高位,34CrNI1MO圆钢成本对于钢材价格形成较强支撑。7月23日当周,兰格生铁成本指数为187.1点,处于今年以来的高位,主要品种毛利在250-680元/吨区间。
疫情后黑色产业链价格上涨中,铁矿石价格涨幅高于钢价涨幅,存在明显超涨的情况,如果国内钢铁生产大幅收缩,必将给国际铁矿石供需格局带来边际变化。经过前期的高位震荡后,近日进口铁矿石价格连续调整。另外,海外钢材需求扩张减弱,钢材市场价格开始调整分化,内外需求均走弱的情况下,铁矿石价格较长时期保持在高位缺乏支撑。
34CrNi1Mo圆钢价格可能震荡偏强
对于后期市场走势,兰格钢铁研究中心认为,成本变动决定钢材价格变动的大方向,供应端收缩推动钢价上涨,而需求减弱形成抑制,如果原料价格不出现大幅度地调整,钢价可能在供应和需求的博弈下呈现宽幅震荡、整体偏强的走势。不过,铁矿石价格超涨后可能支撑不足,还需关注钢厂成本端变化给市场价格带来的影响。



聚贤丰汇特钢有限公司专注钢板下料、钢板切割、中厚钢板加工、特厚钢板零割、在现代社会,钢板生产厂家产品的引进越来越成为城市规划中不可缺少的材料。钢板生产厂家在我们的生活中扮演着越来越多的角色,给我们的生活带来了越来越多的便利,人们接触的钢板生产厂家产品也越来越多。钢板生产厂家逐渐与人们的生活息息相关。因此,钢板生产厂家的优点被越来越多的人所认可。
为了避免资源的浪费,我们在加工钢板下料的时候要充分利用材料,这样才能保证质量的稳定和性价比的提高。
在钢板加工的过程中,合理的利用资源可以做出更好的产品,那么我们在切割钢板的时候怎样才能做出更合理的产品呢?聚贤钢板加工厂为您总结了以下注意事项。
钢板切割下料的标准是我们将要开始了解的,而对于钢板切割来说也是必不可少的,所以我们需要了解和学习。下面聚贤编辑将推出这些内容,希望对大家有所帮助,让这些知识能够更好的为我们服务。
物料需求当钢板切割和钢板下料时,应先检查质量和各项指标是否符合规定的要求。还需要检查钢板中所含的各种信息是否正确,一切确认后才能开始下料。
切割操作过程
(1)自动切割时,钢板放在平台上后,钢板两端与导轨的距离应在5mm以内。
(2)如果是半自动切割,那么应将导轨放置在钢板平面上,然后放在切割机上。
(3)有割炬的一侧应面向操作者,切割喷嘴的选择应根据钢板厚度确定,切割直线度、速度、切割参数和工艺参数应适当调整,以达到 切割效果。
(4)切割钢板前,要对钢板进行清洗,表面的污垢和杂质,并在下面留出一定的空间,以便吹渣。
(5)割炬的移动应均匀。火焰芯 与切割片表面的距离为2~5mm。如果距离太近,切口的边缘会融化。如果距离太远,热量会不足,切割容易中断。
(6)如果钢板下料的厚度相对较大,使用的火焰预热应足够大,气流的长度应该超过三分之一的工件的厚度,和应该有一定的夹角切割喷嘴与工件的表面,一般10-20度,这样可以加热均匀的边缘部分。
(7)在钢板切割过程中,要随时观察一些可以影响切割质量的因素,确保切割能够连续进行。
热切割件的检验指标
(1)钢切割完成后,应检查切割表面有无裂纹、夹渣等缺陷,一般为外观检查。
(2)在被切割工件上应标明名称、编号等信息,并进行标识,包括部件规格、部件材料等,以便一目了然。