


联系我们

当前位置:
聊城 润星电力管材有限公司 >
乌海当地产品频道
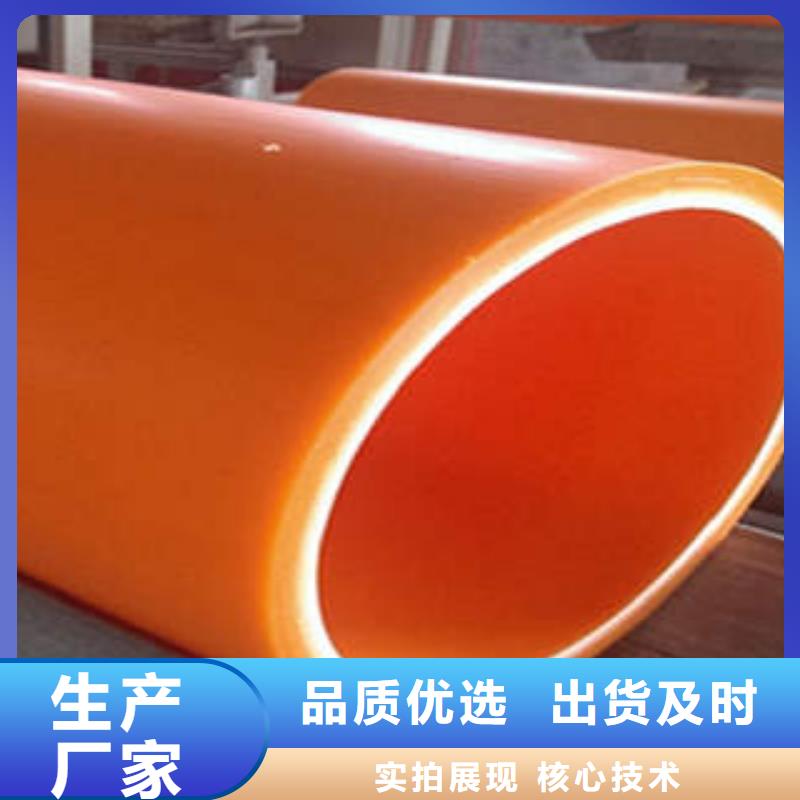
MPP电力管满足施工规范要求
更新时间:2024-11-16 23:53:51 浏览次数:1 公司名称:聊城 润星电力管材有限公司
以下是:MPP电力管满足施工规范要求的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 颜色 | 橘红 |
| 外观 | 直管 |
| 连接方式 | 热熔对接 |
| 规格 | 50-315 |
| 壁厚 | 3-20 |
| 密度 | 0.91 |
| 环刚度 | 20KPA |
| 维卡温度 | 153 |
| 拉伸强度 | 25MPA |
| 断裂伸长度 | 420 |
| 弯曲强度 | 36MPA |
| 应用领域 | 电力管网 |
| 定长 | 6/9/12 |
以下是:MPP电力管满足施工规范要求的图文视频





MPP电力管满足施工规范要求,润星电力管材有限公司为您提供MPP电力管满足施工规范要求,联系人:王经理,电话:15006359263、15006359263,QQ:292543758,请联系润星电力管材有限公司,发货地:聊城塑料管材产业园发货到内蒙古 乌海市 。 内蒙古自治区,乌海市 2022年,乌海市地区生产总值完成803.32亿元,比上年增长2.2%。
一分钟,了解产品的全部魅力!观看我们的MPP电力管满足施工规范要求产品视频,为您的购买决策提供有力支持。
以下是:MPP电力管满足施工规范要求的图文介绍


并起导向和保护作用。MPP电力管和PVC-C电力管其实是同一种管材,它们的原料以及特性基本一样,就是叫法不一样而已。MPP电力管以PP粉为主要母料。又称作MPP电缆管,其中可分为普通型和加强型。加强型又分为开挖管和非开挖管,MPP非开挖管又称作MPP顶管,MPP托拉管,MPP牵引管。焊接机热熔焊对接,熔接点在200度左右,不能超过220度,当温度达到后,即可两头对接。MPP管在焊接前需要检查焊机的电源,液压油,加热板等是否满足焊接要求,对铣刀和油泵开关进行空车试运行,将与管材规格一致的卡瓦装入机架。温度在225℃,气温在加热前,应用干净的软纸或布蘸酒精擦拭加热板表面,清洁其油污,杂物等,但应注意不要划伤PTFE(聚四氟乙烯)防粘层。
MPP管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值,当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。PE电力管是树脂和各助剂的配比用量要准确。
充分搅拌使各料混合均匀,并利用干燥装置,使原料得到充分干燥,除去水分。保证管材内外壁不产生气泡。螺杆转速是挤出成型工艺中极为重要的工艺参数之一,提高转速,产量增加,剪切速率增大,物料黏度下降,有利于物料的塑化;但转速的提高还需考虑挤出机的塑化能力称熔体压力范围,否则物料流速过快有可能导致物料还未完全塑化就被压人机头,严重影响产品质量;因此,刚开车时螺杆转速调的较低,逐步提高转速。PE电力管机头压力即熔体压力,一般来说,增加机头压力,熔体体积被压缩,分子链堆积紧密,物料黏度增加,流动性减小,挤出产量下降,但挤出产品密实,产品质量提高;如果机头压力过小,成型时管坯易被吸破,力学性能也会下降。真空度是衡量PE管材型坯进入定径套后管材定径好坏的一个重要指标值。
通常真空度越大,管材型坯定径越好,如果真空度小,管材型坯定径不好,管材外径偏小,不圆度偏差大。挤出机工艺温度的高低直接影响成型过程及管材的质量。温度过低、物料塑化不好,成型产品表面粗糙;温度过高,塑料又易与模具、定径套表面黏结,使制品表面有划痕,因此选择适合的加工温度很重要。MPP电力管牵引速度和挤出速度相匹配,过快,容易造成管材管壁拉薄而断裂;过慢则会使壁厚增加或造成管内局部堆积。提高高密度聚乙烯PE给水管材的产品质量应根据制品的用途和要求,在严格、选用原辅材料的基础上,选择合适的成型设备,控制好各个工艺过程,及时有效准确地解决临时出现的故障缺陷。MPP电力管原料的干燥设备有两种,分别为热风干燥机和脱湿干燥机。
MPP管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值,当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。PE电力管是树脂和各助剂的配比用量要准确。
充分搅拌使各料混合均匀,并利用干燥装置,使原料得到充分干燥,除去水分。保证管材内外壁不产生气泡。螺杆转速是挤出成型工艺中极为重要的工艺参数之一,提高转速,产量增加,剪切速率增大,物料黏度下降,有利于物料的塑化;但转速的提高还需考虑挤出机的塑化能力称熔体压力范围,否则物料流速过快有可能导致物料还未完全塑化就被压人机头,严重影响产品质量;因此,刚开车时螺杆转速调的较低,逐步提高转速。PE电力管机头压力即熔体压力,一般来说,增加机头压力,熔体体积被压缩,分子链堆积紧密,物料黏度增加,流动性减小,挤出产量下降,但挤出产品密实,产品质量提高;如果机头压力过小,成型时管坯易被吸破,力学性能也会下降。真空度是衡量PE管材型坯进入定径套后管材定径好坏的一个重要指标值。
通常真空度越大,管材型坯定径越好,如果真空度小,管材型坯定径不好,管材外径偏小,不圆度偏差大。挤出机工艺温度的高低直接影响成型过程及管材的质量。温度过低、物料塑化不好,成型产品表面粗糙;温度过高,塑料又易与模具、定径套表面黏结,使制品表面有划痕,因此选择适合的加工温度很重要。MPP电力管牵引速度和挤出速度相匹配,过快,容易造成管材管壁拉薄而断裂;过慢则会使壁厚增加或造成管内局部堆积。提高高密度聚乙烯PE给水管材的产品质量应根据制品的用途和要求,在严格、选用原辅材料的基础上,选择合适的成型设备,控制好各个工艺过程,及时有效准确地解决临时出现的故障缺陷。MPP电力管原料的干燥设备有两种,分别为热风干燥机和脱湿干燥机。



润星电力管材有限公司的目标:让客户省时、省力、省心、省金;以质量取胜,以服务取优,以价格取信。
我们的承诺是:保证精美的品质,给予较低的 内蒙古乌海PE钢带增强螺旋波纹管价格,提供热情的服务,因为您的满意,是我们的追求。


内蒙古乌海本地商家,从事 内蒙古乌海PE钢带增强螺旋波纹管生产销售多年,质量优口碑好,询价是免费的,现在联系商家吧!



通过特殊方式生产而来的MPP电力管具有较高的强度和较好的耐稳定性,因此被广泛的使用,而且由于其内壁光滑,穿放线缆时都比较方便,施工简便、节约费用是MPP电力管所具有的特点.在将MPP电力管作为顶管进行施工时,更可以凸显出产品的个性,其符合现代城市的发展要求,可以直接埋设敷设,埋深为2~18米,改性MPP电力管一般采用非开挖技术进行施工,既可以保证管网的可靠性,降低管网的故障率,同时还可以使市容得到较大的改善。使用MPP电力管,不需要进行大量的开挖,不需要将已成型的道路、铁路、建筑物、河床等毁坏,可以直接在这些特殊地段进行管道、电缆等的施工工程,与传统的铺设方式相比更加的环保。而且在MPP电力管的施工过程中不会产生尘土飞扬、交通阻塞等扰民因素,可以很好的进行古迹保护区、闹市区、农作物以及农田保护区、告诉公路、河流等位置的管道敷设。
由于MPP电力管具有较高的熔体粘度,而且加工温度较高,因此在加工过程中很容易因为热分解而导致加工成型困难,还会造成设备的腐蚀,因此就需要对配方有一定的要求。配方中的热稳定剂用量要明显高于PVC,热稳定剂的需求因为MPP电力管的加工温度高而增加。在MPP电力管的挤出和注射成型加工过程中,需要添加助剂来进一步进行塑化,从而增加MPP电力管的低温抗冲性和制品的耐性。就MPP电力管而言,即使是在粘流态的温度下,活动单元依然为初级离子,树脂细粒子间的相互效果变差,传热效果也变差,因此很容易发生熔体开裂现象,塑化质量差。由于MPP电力管的熔体粘度很高,因此对光滑剂也有一定的需求,通常情况下所使用的白蜡、硬脂酸和金属皂类的光滑系统是不合适应用在MPP电力管的挤出加工中的,因为MPP电力管存在一种倾向于粘附在热后加工设备的金属表面,为了这种粘附,必须要添加外光滑剂,而外光滑剂与MPP电力管应该是不相溶的。
MPP电力管材大面积损坏的需更换整段管道,可选用双承口(活接管管件)衔接更换管道的办法。此办法施工时应留意要将刺进管端倒角构成坡口,而且原有管段和更换管道的刺进管端都要标刻刺进长度标线。套补粘接法主要是对于管道穿小孔和接头渗漏的状况。选用一样口径的管材长约15~20cm,将其纵向剖开,按粘接接头的程序将套管内面和被补管材表面打毛,涂胶后套在漏水处贴紧即可。玻璃钢法是用环氧树脂加固化剂配成树脂溶液,用玻璃纤维布浸上树脂溶液后再均匀地缠绕在管道或接头渗漏处,经固化后变成玻璃钢即可止水补漏。有条件时还可在漏水点处加上不锈钢箍夹以夹紧玻璃纤维布。在生产MPP电力管的时候所采用的主要材料便是以耐热、高绝缘性著称的PVC-C树脂,因此具有非常好的理化性能,更是具有非常好的环保性。由于MPP电力管在生产时所采用的材料,因此使得生产出的电力管成品也具有非常好的耐热性能和绝缘性能,使得电力管即使是在93℃的高温环境中依然可以保持不变形,并且具有足够的强度;MPP电力管更是能够承受住3万伏以上的高压。MPP电力管在生产时经过了材料的改性,从而使得产品的环刚度达到了10kpa,明显要高于 有关部门对于埋地塑料管的环刚度要求。
由于MPP电力管具有较高的熔体粘度,而且加工温度较高,因此在加工过程中很容易因为热分解而导致加工成型困难,还会造成设备的腐蚀,因此就需要对配方有一定的要求。配方中的热稳定剂用量要明显高于PVC,热稳定剂的需求因为MPP电力管的加工温度高而增加。在MPP电力管的挤出和注射成型加工过程中,需要添加助剂来进一步进行塑化,从而增加MPP电力管的低温抗冲性和制品的耐性。就MPP电力管而言,即使是在粘流态的温度下,活动单元依然为初级离子,树脂细粒子间的相互效果变差,传热效果也变差,因此很容易发生熔体开裂现象,塑化质量差。由于MPP电力管的熔体粘度很高,因此对光滑剂也有一定的需求,通常情况下所使用的白蜡、硬脂酸和金属皂类的光滑系统是不合适应用在MPP电力管的挤出加工中的,因为MPP电力管存在一种倾向于粘附在热后加工设备的金属表面,为了这种粘附,必须要添加外光滑剂,而外光滑剂与MPP电力管应该是不相溶的。
MPP电力管材大面积损坏的需更换整段管道,可选用双承口(活接管管件)衔接更换管道的办法。此办法施工时应留意要将刺进管端倒角构成坡口,而且原有管段和更换管道的刺进管端都要标刻刺进长度标线。套补粘接法主要是对于管道穿小孔和接头渗漏的状况。选用一样口径的管材长约15~20cm,将其纵向剖开,按粘接接头的程序将套管内面和被补管材表面打毛,涂胶后套在漏水处贴紧即可。玻璃钢法是用环氧树脂加固化剂配成树脂溶液,用玻璃纤维布浸上树脂溶液后再均匀地缠绕在管道或接头渗漏处,经固化后变成玻璃钢即可止水补漏。有条件时还可在漏水点处加上不锈钢箍夹以夹紧玻璃纤维布。在生产MPP电力管的时候所采用的主要材料便是以耐热、高绝缘性著称的PVC-C树脂,因此具有非常好的理化性能,更是具有非常好的环保性。由于MPP电力管在生产时所采用的材料,因此使得生产出的电力管成品也具有非常好的耐热性能和绝缘性能,使得电力管即使是在93℃的高温环境中依然可以保持不变形,并且具有足够的强度;MPP电力管更是能够承受住3万伏以上的高压。MPP电力管在生产时经过了材料的改性,从而使得产品的环刚度达到了10kpa,明显要高于 有关部门对于埋地塑料管的环刚度要求。
选购MPP电力管满足施工规范要求来内蒙古乌海市找润星电力管材有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王经理-15006359263,{QQ:292543758},地址:[塑料管材产业园]。