
我们的现场实拍视频将带您走进不锈钢无缝钢管量大从优产品的世界,产品视频细节之美一览无余!
以下是:不锈钢无缝钢管量大从优的图文介绍

热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。 此类钢是依靠含碳(C)量来改善钢的力学性能,因此,根据含碳量的高低,此类钢又可分为:低碳钢--含碳量一般小于0.25%,如10、20钢等;中碳钢--含碳量一般在0.25~0.60%之间,如35、45钢等;高碳钢--含碳量一般大于0.60%。 42crmo无缝钢管的用途:用于桥梁的钢种为“42crmo”,汽车大梁的钢种为“42CRmo”,压力容器的钢种为“42Crmo”。此类钢一般不用于制造钢管。42crmo无缝钢管为钢材中的一种材质。过去钢材的一种叫法。称法为:Q345B,与此相近的材质为Q345a,Q345c,Q345e,质量等级符ABCDE分别表示不要求冲击试验冲击试验温度为+20度0度-20度40度ABCD表示质量等级Q235质量等级分为A、B、C、D四级,由A到D表示质量由低到高。 不同质量等级要求如下:A——提供S、P、C、Mn、Si化学成分和fu、fy、δ5(δ10),根据买方需要可提供1800冷弯试验,但无冲击功规定,含炭量和含锰量不作为交货条件。B——提供S、P、C、Mn、Si化学成分和fu、fy、δ5(δ10),冷弯180‘试验。


无缝钢管选择适宜的场地和库房 :
1)保管钢材的场地或仓库,应选择在清洁干净、排水通畅的地方,远离产生有害气体或粉尘的厂矿。在场地上要杂草及一切杂物,保持钢材干净 ;
2)在仓库里不得与酸、碱、盐、水泥等对钢材有侵蚀性的材料堆放在一起。不同品种的钢材应分别堆放,防止混淆,防止接触腐蚀 ;
3)大型型钢、钢轨、辱钢板、大口径钢管、锻件等可以露天堆放 ;
4)中小型型钢、盘条、钢筋、中口径钢管、钢丝及钢丝绳等,可在通风良好的料棚内存放,但必须上苫下垫 ;
5)一些小型钢材、薄钢板、钢带、硅钢片、小口径或薄壁钢管、各种冷轧、冷拔钢材以及价格高、易腐蚀的金属制品,可存放入库 ;
6)库房应根据地理条件选定,一般采用普通封闭式库房,即有房顶有围墙、门窗严密,设有通风装置的库房 ;
7)库房要求晴天注意通风,雨天注意关闭防潮,经常保持适宜的储存环境 。
1)保管钢材的场地或仓库,应选择在清洁干净、排水通畅的地方,远离产生有害气体或粉尘的厂矿。在场地上要杂草及一切杂物,保持钢材干净 ;
2)在仓库里不得与酸、碱、盐、水泥等对钢材有侵蚀性的材料堆放在一起。不同品种的钢材应分别堆放,防止混淆,防止接触腐蚀 ;
3)大型型钢、钢轨、辱钢板、大口径钢管、锻件等可以露天堆放 ;
4)中小型型钢、盘条、钢筋、中口径钢管、钢丝及钢丝绳等,可在通风良好的料棚内存放,但必须上苫下垫 ;
5)一些小型钢材、薄钢板、钢带、硅钢片、小口径或薄壁钢管、各种冷轧、冷拔钢材以及价格高、易腐蚀的金属制品,可存放入库 ;
6)库房应根据地理条件选定,一般采用普通封闭式库房,即有房顶有围墙、门窗严密,设有通风装置的库房 ;
7)库房要求晴天注意通风,雨天注意关闭防潮,经常保持适宜的储存环境 。



钢兴钢管 有限公司位于风化店乡后枣园工业区。是一家致力研发生产销售 安徽芜湖大口径钢管为一体的厂家。主要产品有: 安徽芜湖大口径钢管等。公司一贯坚持“质量先行,顾客至上,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,多次被评为:“重质量,守信誉”的企业,竭诚与国内外商家双赢合作,共同发展,共创辉煌!竭诚期待你的来电!0317-3061555


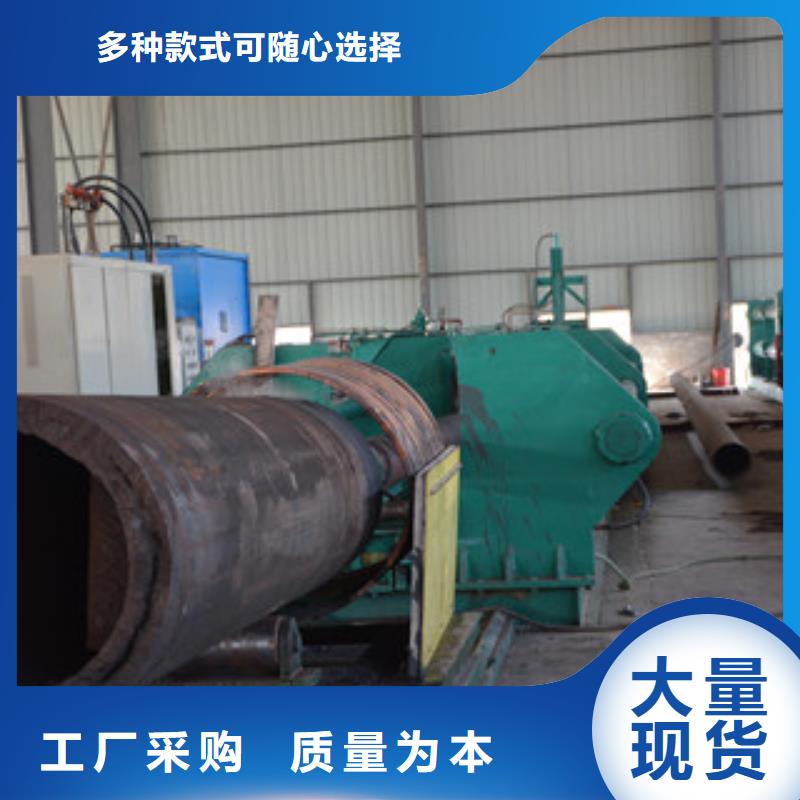
无缝管如何改善壁厚精度的问题呢
钢管壁厚的控制是钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢, 升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。
9、完善工艺
完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。
钢管壁厚的控制是钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢, 升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。
9、完善工艺
完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。


