

产品视频展示,助您洞悉q690钢板批发产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
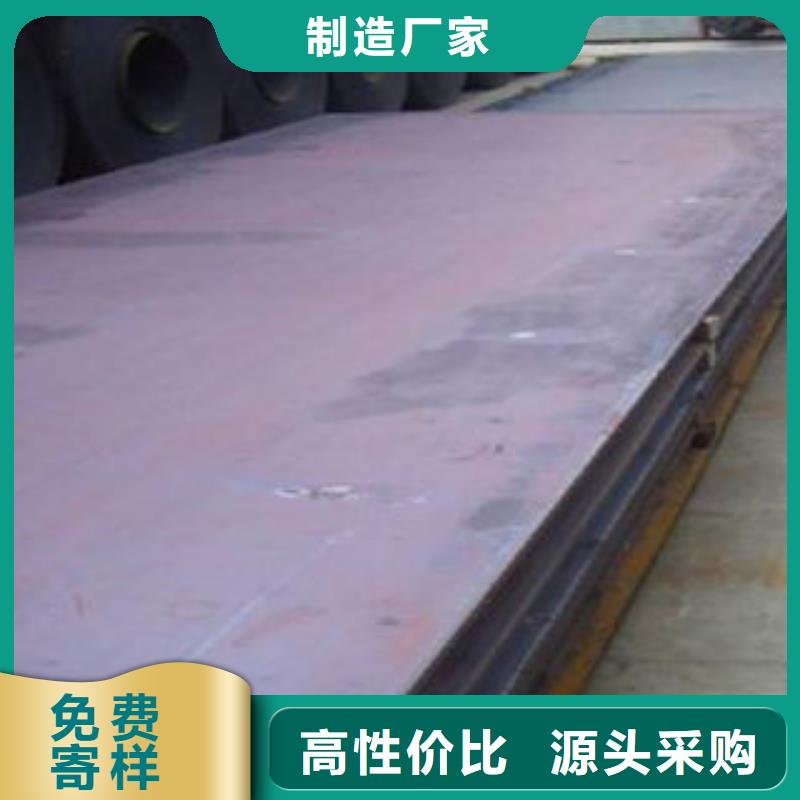
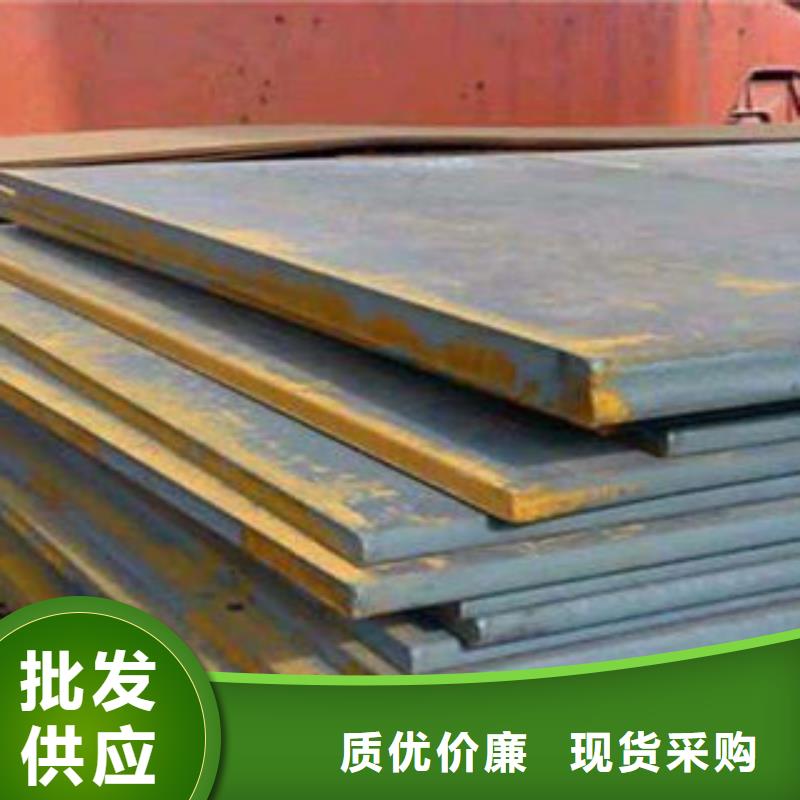
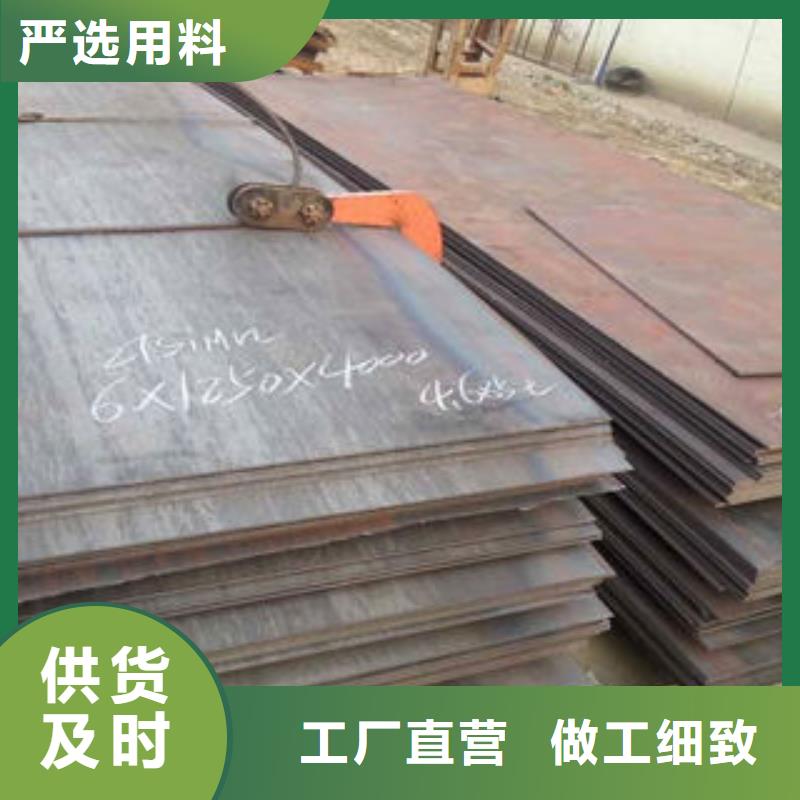
以下是:q690钢板批发的图文介绍

九晨钢铁制造有限公司坚持“以科技为依托,以市场为导向,以质量求生存,以信誉求发展”的一贯宗旨,将质量品牌作为强大实力后盾,始终为客户提供的 甘肃武威异型管产品和服务,坚持“以人为本”的发展理念,自主培养、社会吸取高等人才,使 甘肃武威异型管产品质量和技术方面处于行业带头地位。先后研发出一系列新工艺、新技术以提高产品质量和性能。


因为这类工艺相对来说会比较第二步即进行面漆涂饰。面漆涂层是在复合耐磨板的表面进行相应颜色上的喷涂,是进行装饰时比较重要的一个步骤。面漆涂层是直接涂饰在复合耐磨板的表层,是根据设计的要求进行操作的。面漆涂层既可以添加有效地外观装饰效果,美化复合耐磨板,是指更适合建筑装修的需求。 同时又可以避免复合耐磨板直接外部空气,使之不受酸雨、污染物等的侵袭,延缓材料的老化速度。一般面漆的厚度要求控制在20-30微米左右。具体可以根据需要做进一步的处理。复合耐磨板在进行加工制作的时候,对于其外观的工艺主要是采用多层喷涂手法。 因为这类工艺相对来说会比较复合耐磨板喷涂的第三步是进行罩光漆涂层处理。罩光漆涂层,也就是常说的清漆涂层。做清漆处理的原因主要在于增加涂层对于外部环境的抗侵袭能力,更好地保护面漆涂层的完好,增强其表面的光泽效果,保持颜色的光泽鲜明。 清漆涂层的厚度一般要求在5-10微米左右。复合耐磨板在进行加工制作的时候,对于其外观的工艺主要是采用多层喷涂手法。因为这类工艺相对来说会比较后一步则是作为巩固作用的固化处理,即对三层涂层的进一步巩固,使之具有更好地装饰效果。



冷裂纹由于双金属耐磨板的含碳量及合金元素含量都较高,所以冷裂纹倾向比低碳调质钢大。双金属耐磨板的过热区高碳马氏体在低温下的马氏体难以产生自回火效应,氢脆性大,少量氢就足以导致冷裂。为降低接头中的含氢量。 除采用预热、后热及低氢型焊接材料和焊接方法外,还应仔细清理工件坡口周围和焊丝表面的油污、铁锈,避免在高湿度或低温环境下焊接。过热区的脆化由于耐磨板具有相当大的淬硬性,在热影响区的过热区很容易产生硬脆的高碳马氏体。 冷却速度越大,生成的高碳马氏体就越多,脆化也就越严重。要双金属耐磨板过热区脆化,宜采用小的焊接热输入,并辅之以预热、缓冷及后热等工艺措施。热影响区的软化双金属耐磨板热影响区的软化程度比低碳调质钢更为严重。 埋弧焊接双金属耐磨板也是所有焊接之中的一种焊接方法,也是在焊接生产中运用为广泛和成熟的焊接方法之一,虽然说这种焊接方法在焊接当中算是很成熟的焊接,但是在运用当中也不可以掉以轻心,因为在施工焊接当中也会出现各种不合理的现象。



(2)在纤维增强复合耐磨板面上弹线并标出自攻螺钉固定点,同时预钻凹孔(预钻孔直径比自攻螺钉头大1mm~2mm,孔深1mm~2mm)。自攻螺钉距离板边15mm,距离板角50mm,自攻螺钉之间的间距在200mm~250mm左右。(3)隔墙铺板时,一般采用纵向铺设的方法,将耐磨板的长边固定在竖龙骨上;两块儿板材在对接时要自然的进行靠近,不能强压就位;墙体两面的接缝应相互错开,两块儿板子的接缝不能落在同一根龙骨之上。 (4)对复合耐磨板进行固定时,板材与龙骨之间应作预钻孔,孔径比自攻螺钉直径小1mm,耐磨板常用自攻螺钉固定,固定时应从板的中间部向周边固定,所有螺钉头均应沉入板面1mm。(5)安装门窗周围的复合耐磨板时,板缝不能落在与地面水平和垂直框龙骨上,以避免门窗的经常开关产生振动而造成板缝开裂。 磨削好坏决定在于磨削液。耐磨板磨削时产生大量钨鸪,金刚砂轮粉,不及时冲洗表面及清洗砂轮气孔,造成表面研磨无法磨出光洁度,没有足够冷却也会烧钢板。磨齿机构对磨齿影响。双金属耐磨板磨齿好坏在于机型结构及装配,目前市场大约二类机型:一类是德国浮尔墨类型。 该类型采用立式磨销,优点全部采用液压无级运动,全部进给系统采用V型导轨及滚珠丝杆工作,磨头或大臂采用进刀缓进,退刀快退,夹片油缸调节心,支片灵活可靠,拔齿准确定位,双金属耐磨板定位心牢固自动定心,任意?。