

如果你想要更深入地了解我们的Q355C焊管规格重量表产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
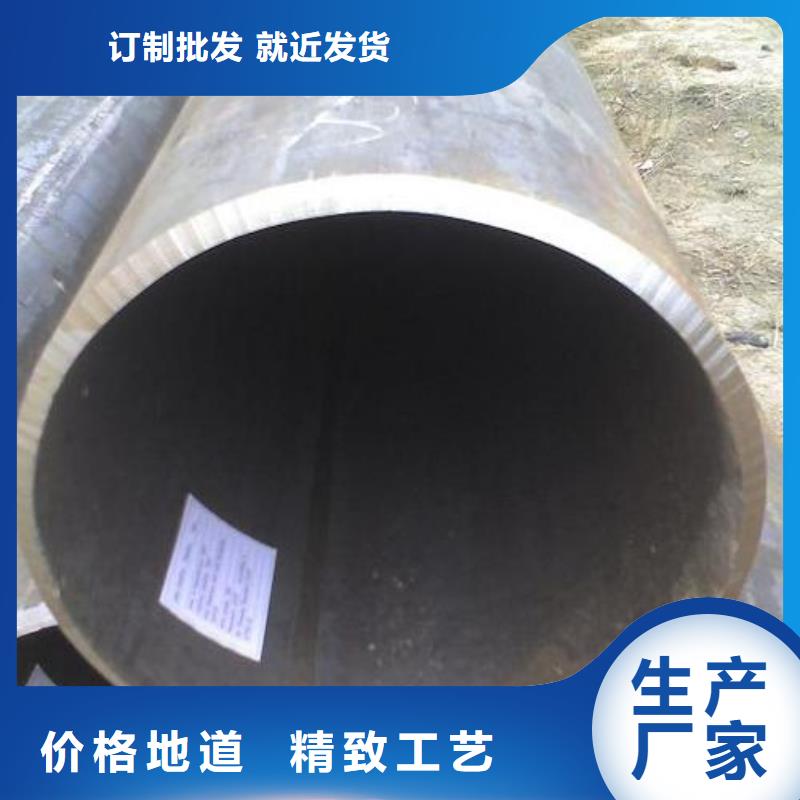
以下是:Q355C焊管规格重量表的图文介绍
国耀宏业钢铁有限公司始终坚持“诚信为根,共同成长”的发展观,十余年的勤奋与执着树立起了良好的企业形象和行业口碑,现已拥有一支技术力量雄厚、技能过硬、懂市场爱客户的 甘肃武威方管厂家人才队伍,能随时随地为客户提供更多面、更便捷的服务,与全国各地诸多 甘肃武威方管厂家客户建立了长期友好的合作关系。


其中,金属中的大部分储能为晶格畸变应力,主要为管壁发生形化,钢管的抗拉强度会增加。同时,内层金属和万层金属分别受到压力和拉力的作用,会产生反向的塑性变形,进而发生包辛格效应,导致带钢的屈服强度下降。同时还要对螺旋焊管成形工艺进行合理设计,通常是采用弹复控制设计,这样可以有效实现对管坯弹复状态的控制,从而保证管坯的弹复状态达到设计要求。
对管坯弹复状态产生影响的主要因素是材料的屈服强度。比如在进行螺旋焊管结构设计的时候,我们可以通过在不同弹复条件下使用材料加工成合格的管坯,下面分别对通过对和小屈服条件进行控制来实现对管坯弹复状态的控制。
事实上,关于其的工艺设计可以利用完整的数学模形进行表达,使每个环节更加清晰的呈现出来。与此同时,对于现场工作的管理也提供管理便捷,且对于螺旋焊管的成形质量具有重要作用。此外关于螺旋焊管成形工艺的初步设计,在实际施工过程中需要根据原料减半的实际数据对初步设计进行修正,设计结果的准确度。
在焊管进行焊接工艺处理的过程中,根据实际情况不同,可以选用不同的焊接工艺方法。目前主要可以采用九种不同的焊接工艺,首先可以采用高频电阻焊,该焊接方法是利用高频电流的集肤效应和邻近效应,快速加热管坯钢带边缘使之达到熔融状态,并在辊作用下溶合金属实现焊接。
对管坯弹复状态产生影响的主要因素是材料的屈服强度。比如在进行螺旋焊管结构设计的时候,我们可以通过在不同弹复条件下使用材料加工成合格的管坯,下面分别对通过对和小屈服条件进行控制来实现对管坯弹复状态的控制。
事实上,关于其的工艺设计可以利用完整的数学模形进行表达,使每个环节更加清晰的呈现出来。与此同时,对于现场工作的管理也提供管理便捷,且对于螺旋焊管的成形质量具有重要作用。此外关于螺旋焊管成形工艺的初步设计,在实际施工过程中需要根据原料减半的实际数据对初步设计进行修正,设计结果的准确度。
在焊管进行焊接工艺处理的过程中,根据实际情况不同,可以选用不同的焊接工艺方法。目前主要可以采用九种不同的焊接工艺,首先可以采用高频电阻焊,该焊接方法是利用高频电流的集肤效应和邻近效应,快速加热管坯钢带边缘使之达到熔融状态,并在辊作用下溶合金属实现焊接。


3、根据管材的直径大小来分,直径小只能一面焊的和技工可以钻进管子里去实施两面焊接的。单面焊接的对焊工提出要求,能做到单面焊接两名成形,通过钢球试验,保证截面积通过能力和焊缝成形均符合设计要求。焊后缓冷,用石棉布等盖上等等措施。
焊工要焊好钢管,除了基本理论,要琢磨操作,管子的焊接过程可能包俯焊、立焊和仰焊几种姿态(管子不能转动情况下),选择好电流的大小要照顾到立焊和仰焊的成形(有些管子不是很大,一次成形,无法中途电流),过程当中控制好电弧的和成形,可以适当摆动,要成形和必要的摆动结合好。
5、为了保证管子的焊接质量,对焊工要培训和,合格上岗。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验的进步,焊缝质量不断,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。通常是根据成型参数来设计螺旋焊管的成型结构,在其成型过程中,还需要考虑到应力状态。
带钢在加工成螺旋管坯后,管壁所产生的应力主要受到带钢成形过程中的成形力大小的影响。根据塑性变形理论可知,当带钢成形时的相对弯曲半径等于100时,塑性变形会得非常明显。在带钢进行弯曲变形的过程中,会有很大一部分转换成热能,因而会导致螺旋焊管温度上升,只有极小部分功会停留在金属中,在金属内部形成残余应力。
焊工要焊好钢管,除了基本理论,要琢磨操作,管子的焊接过程可能包俯焊、立焊和仰焊几种姿态(管子不能转动情况下),选择好电流的大小要照顾到立焊和仰焊的成形(有些管子不是很大,一次成形,无法中途电流),过程当中控制好电弧的和成形,可以适当摆动,要成形和必要的摆动结合好。
5、为了保证管子的焊接质量,对焊工要培训和,合格上岗。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验的进步,焊缝质量不断,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。通常是根据成型参数来设计螺旋焊管的成型结构,在其成型过程中,还需要考虑到应力状态。
带钢在加工成螺旋管坯后,管壁所产生的应力主要受到带钢成形过程中的成形力大小的影响。根据塑性变形理论可知,当带钢成形时的相对弯曲半径等于100时,塑性变形会得非常明显。在带钢进行弯曲变形的过程中,会有很大一部分转换成热能,因而会导致螺旋焊管温度上升,只有极小部分功会停留在金属中,在金属内部形成残余应力。



