

想要知道玻璃钢排水管价格产品如何?看视频就知道!看视频,选产品更明智!
以下是:玻璃钢排水管价格的图文介绍


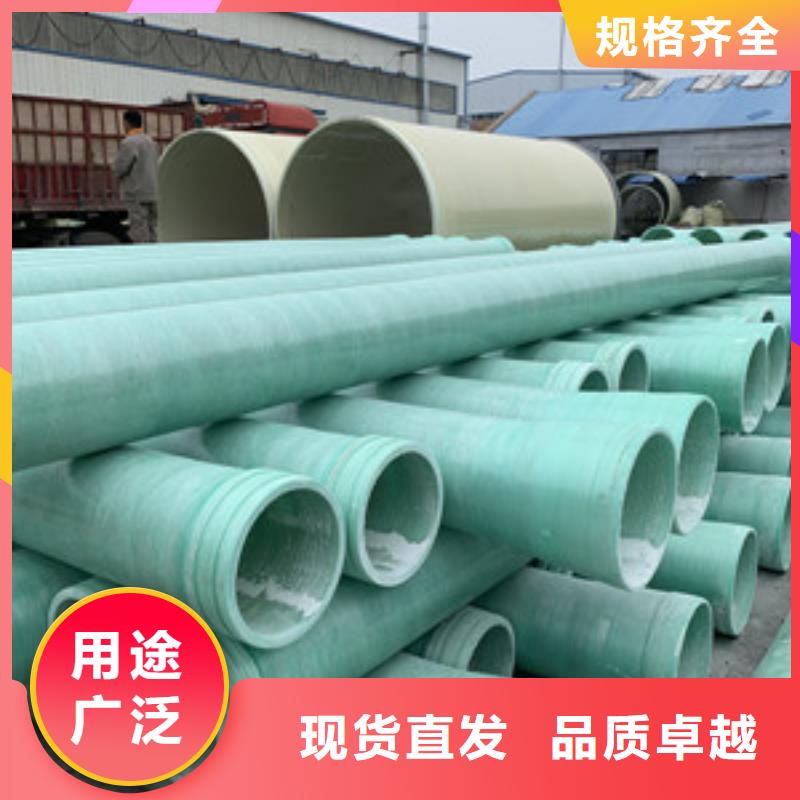
2、防污抗蛀。不饱和聚脂树脂的表面洁净光滑,不会受到海洋或污水中的菌类等生物的沾污、黏附,以至增大糙率;减少过水断面,增加维修费用。玻璃钢无着些污染,长期使用洁净如初,同时由于其内壁光滑,优异抗蚀性能,不会产生水垢和生物的衍生,有效保护水质。保持水阻的稳定。而传统的管材还存在日后水阻增大和表面结垢现象。
3、耐热性、抗冻性好。在—30℃状态下,仍能有良好的韧性和极高的强度,可在—50℃----80℃的范围内长期使用,采用特殊配方的树脂还可以在110℃以上的温度下工作。
4、自重轻、强度高。运输安装方便 采用纤维缠绕的玻璃钢管道,其相对密度为1.65~2.0,只有钢的1/4,但玻璃钢的环向拉伸强度为180~300Mpa,轴向拉伸强度为60~150Mpa,近似合金钢,因此,其强度比是合金钢的2~~3倍。
3、耐热性、抗冻性好。在—30℃状态下,仍能有良好的韧性和极高的强度,可在—50℃----80℃的范围内长期使用,采用特殊配方的树脂还可以在110℃以上的温度下工作。
4、自重轻、强度高。运输安装方便 采用纤维缠绕的玻璃钢管道,其相对密度为1.65~2.0,只有钢的1/4,但玻璃钢的环向拉伸强度为180~300Mpa,轴向拉伸强度为60~150Mpa,近似合金钢,因此,其强度比是合金钢的2~~3倍。



本公司自创建以来,高新技术为冀鳌的产品注入了鲜活的血液,公司已通过ISO-9001质量管理体系。产品以结构新颖、造型美观、节能、、环保、维护保养方便赢得了广大用户的赞誉,在全国玻璃钢系列产品市场开辟了自己的一片天地。现在销售额逐年递增。



冀鳌玻璃钢制品 有限公司位于枣强门庄工业区,交通j i为便利。公司主要生产: 甘肃武威模压化粪池等。公司可根据客户要求来图或来料加工产品,我们刻意于精益求精,互惠互利,共同发展的关系。公司遵循现代化管理理念,稳定的产品质量,优良的服务和以人为本,诚信为本、科技为魂、创新为源,力争双赢的经营理念,提供优良的产品和完善的服务,与客户朋友和各界同仁共同发展。


(3)远红外深度固化
我厂生产制造的玻璃钢夹砂管道都必须进行远红外深度固化处理,目的是:可以提高内衬层的固化度,改善管道的抗腐耐温性能;
(4)过程质量检验
在缠绕前再次确认内衬无气泡、气孔,无杂质,表面平整,树脂含量合理,无白斑和局部固化不良等现象。必须认真检查内衬是否合格,不合格的严禁上机缠绕。
(5)缠绕工序
将设计好的参数输入机,待内衬固化后,由机控制用无碱无捻玻璃纤维进行往复式缠绕直至缠绕层厚度。按规定厚度外敷100%树脂含量的外保护层。缠绕层的树脂含量一般为35%左右,其厚度取决于管道设计的强度和刚度的综合。
(6)红外线固化
管道进入固化养护阶段。在固化过程中应以适宜的转速保持模具滚动,使其均匀固化。固化过程中应注意监控管体温度,合理调整固化方案。
我厂生产制造的玻璃钢夹砂管道都必须进行远红外深度固化处理,目的是:可以提高内衬层的固化度,改善管道的抗腐耐温性能;
(4)过程质量检验
在缠绕前再次确认内衬无气泡、气孔,无杂质,表面平整,树脂含量合理,无白斑和局部固化不良等现象。必须认真检查内衬是否合格,不合格的严禁上机缠绕。
(5)缠绕工序
将设计好的参数输入机,待内衬固化后,由机控制用无碱无捻玻璃纤维进行往复式缠绕直至缠绕层厚度。按规定厚度外敷100%树脂含量的外保护层。缠绕层的树脂含量一般为35%左右,其厚度取决于管道设计的强度和刚度的综合。
(6)红外线固化
管道进入固化养护阶段。在固化过程中应以适宜的转速保持模具滚动,使其均匀固化。固化过程中应注意监控管体温度,合理调整固化方案。



(2)制衬工序
a、内衬树脂配制。按质检部门根据当时的工作环境、温度条件作出的树脂配方体系进行内衬树脂配兑,配料量要根据制造进度合理掌握。当现场情况发生变化时,质检部门和制造部门应及时调整配方,并按新配方配制需用的树脂;
b、增强材料准备。按设计要求将制作内衬需用的增强材料运送到指定位置,并对一些宽幅面的增强材料先裁切加工到设计宽度;
c、内衬层制作。按设计要求的铺层步骤进行内衬层制作,各单层铺设过程中应施加合理的张力,相互之间适量搭接,并用组合压辊反复滚压赶出气泡以保证纤维完全浸透。并要求各增强材料层达到设计的树脂含量求;
d、初步自检。按设计要求铺覆完各层后,要求操作工人进行初步的质量检测:内衬是否达到设计厚度,局部是否有贫胶、挂胶现象,是否有白斑、气泡,是否有等,若发生上述情况应及时汇报并采取处理措施;
e、进入内衬远红外深度固化工序。
a、内衬树脂配制。按质检部门根据当时的工作环境、温度条件作出的树脂配方体系进行内衬树脂配兑,配料量要根据制造进度合理掌握。当现场情况发生变化时,质检部门和制造部门应及时调整配方,并按新配方配制需用的树脂;
b、增强材料准备。按设计要求将制作内衬需用的增强材料运送到指定位置,并对一些宽幅面的增强材料先裁切加工到设计宽度;
c、内衬层制作。按设计要求的铺层步骤进行内衬层制作,各单层铺设过程中应施加合理的张力,相互之间适量搭接,并用组合压辊反复滚压赶出气泡以保证纤维完全浸透。并要求各增强材料层达到设计的树脂含量求;
d、初步自检。按设计要求铺覆完各层后,要求操作工人进行初步的质量检测:内衬是否达到设计厚度,局部是否有贫胶、挂胶现象,是否有白斑、气泡,是否有等,若发生上述情况应及时汇报并采取处理措施;
e、进入内衬远红外深度固化工序。

