
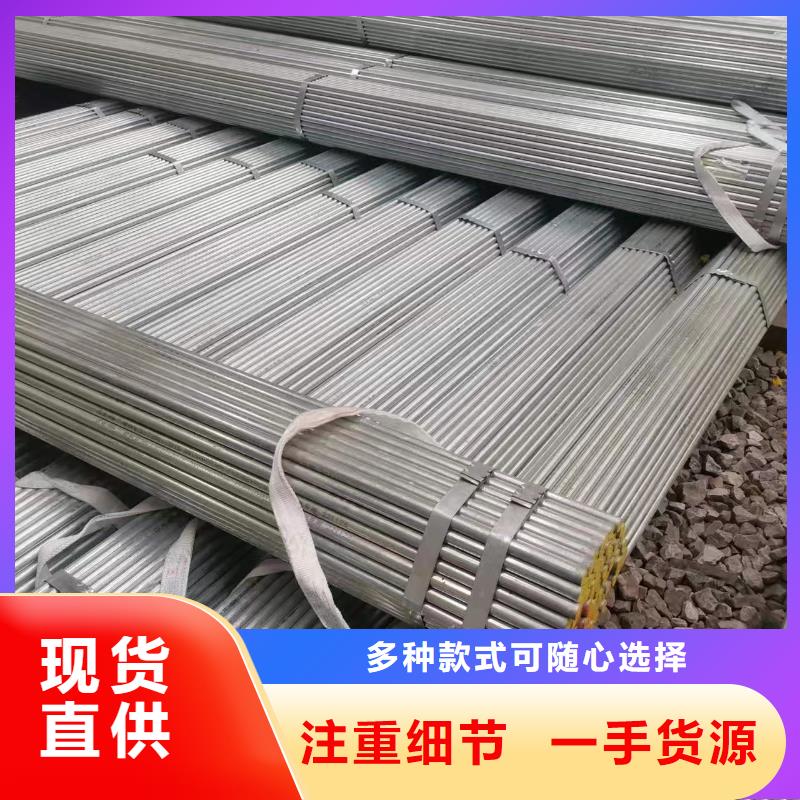


准备好领略镀锌方管大棚镀锌管产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
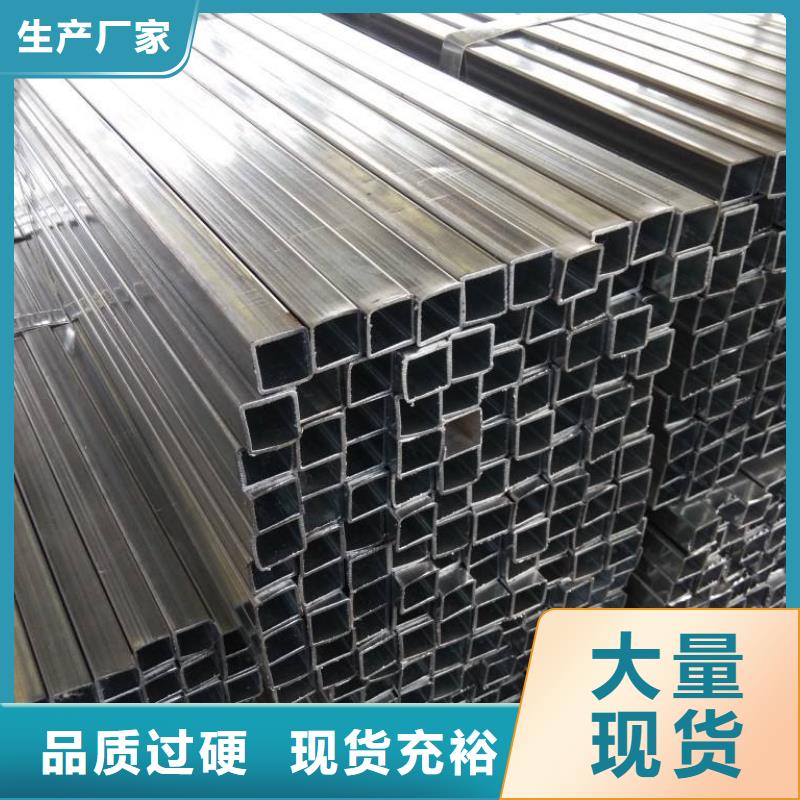
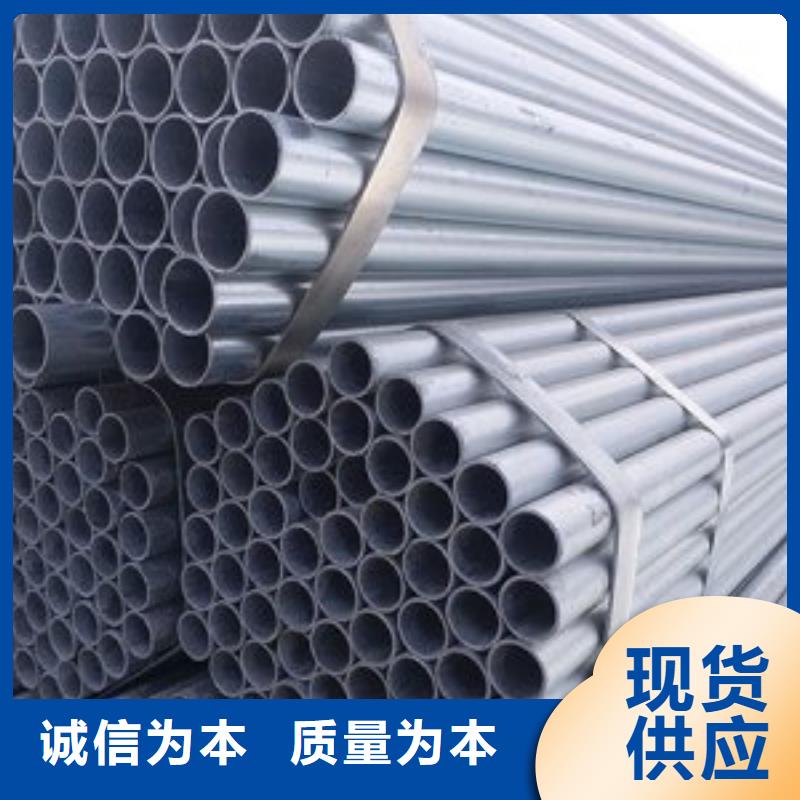
以下是:镀锌方管大棚镀锌管的图文介绍
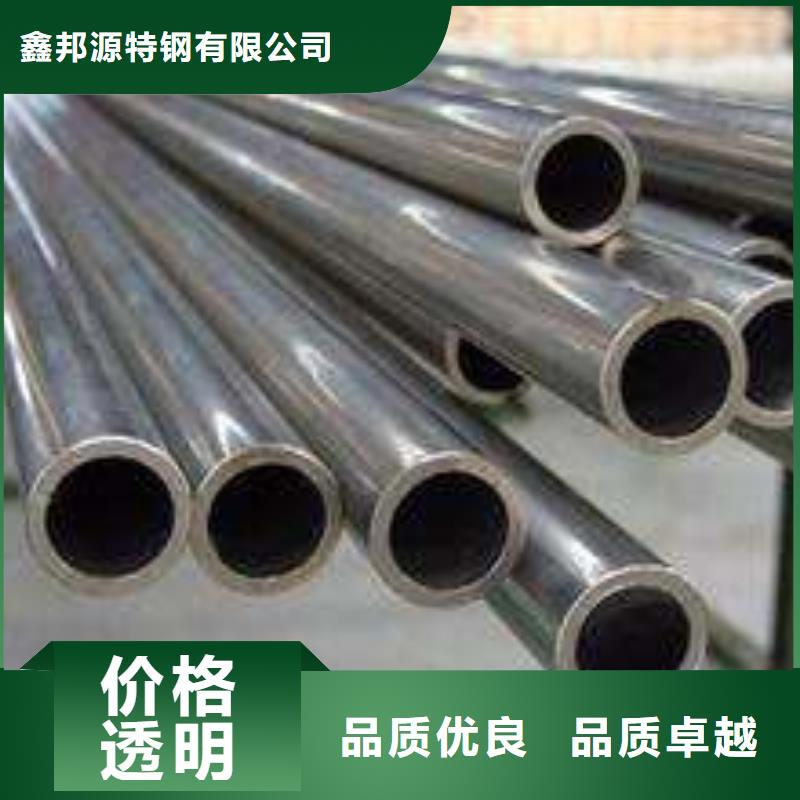
鑫邦源特钢有限公司秉承“以用户需求为导向,以增值服务为驱动力”的经营理念,本着“诚信、真实、进取、法治”的企业价值观,弘扬工匠精神,以科技创新为动力,以用户满意为宗旨,以持续改进和标准化管理为手段,以管理求效益,以服务赢得客户,期待与员工客户朋友携手合作,共创【甘肃武威合金钢管】美好明天!


镀锌钢管木纹漆施工进行中冷镀锌与热镀锌也有区别冷喷镀锌工艺:在施工的工艺方面,按照正常的油漆喷涂方式就可以完成,长江高压无气喷涂,达到规定的小膜厚40米, 膜厚120米,一个完整的涂装体系可保护钢结构长达25年以上。热镀锌工艺:热镀锌是将除锈后的钢件浸入500℃融化的锌液中,使钢件表面附着锌层。镀锌管,也称为镀锌钢管,分为热浸镀锌和电镀锌。热浸镀锌层厚,涂层均匀,附着力强,使用寿命长。电镀成本低,表面不光滑,耐腐蚀性比热浸镀锌管差。 镀锌钢管:热镀锌钢管钢管基板与熔融电镀液复合物理、发生化学反应,形成致密的锌铁合金层耐腐蚀结构。合金层与纯锌层、钢管衬底集成在一起。因此,其耐腐蚀性强。 镀锌钢管:冷镀锌钢管锌层是电镀层,锌层与钢管基板分开分层。锌层很薄,锌层简单地附着在钢管基板上,很容易脱落。因此,其耐腐蚀性差。在新家中,禁止使用冷镀锌钢管作为供水管。 电镀锌:由于电解过程,在盐溶性的锌电极中,可以进行电子化。合伙和锌正在下沉到管子的表面。这样做得很好。然而,这种管道的粘性不足以阻挡持久的凝聚,多孔表面限制了管控寿命五年



镀锌钢管热处理的十个要点: 一、镀锌管及夹具在热处理前均应油污、残盐、油漆等外来物; 二、首次在真空炉中使用的夹具,应预先在不低于工件所要求的真空度下进行除气净化处理; 三、在热处理过程中易变形的工件,应在专用夹具上进行加热。预热的方法有:一次预热为800℃,二次预热为500-550℃和850℃,一次预热升温度速度应有限制; 四、对于形状复杂或截面有急剧变化以及有效厚度较大的工件,应该进行预热; 五、有凹槽不通孔的工件、铸件和焊接件以及加工成形的不锈钢工件,一般不宜在盐浴炉中进行加热; 六、根据工件有效厚度和条件厚度(实际厚度乘以工件形状系数),镀锌管加热应有足够的保温时间; 七、马氏体不锈钢和耐热钢镀锌管淬火冷至室温后方可进行清洗、深冷处理或回火,焊接和其后的热处理之间的时间间隔不应超过4个小时; 八、根据镀锌管的要求和表面状况采用碱洗、水溶性清洗剂、氯溶剂喷砂、喷丸等方法进行清理; 九、矫正后应在低于原回火温度下进行去应力退火,形状复杂或尺寸要求严格工件,矫正后在回火时用定形夹具结合回火进行矫正; 十、当镀锌管力学性能不合格时,可进行重复的热处理,但重复淬火或固溶次数一般不超过两次。镀锌管的补充回火不算作重复处理。淬火状态或低温回火后的马氏体不锈钢和耐热钢工件,在重复淬火前应进行预热,退火或高温回火。


保证钢管在焊接时的保障措施,主要有五个方面。保证了这五个方面,那么镀锌钢管的质量也能得到保障了。首先就是人, 人的因素是施焊的控制重点。因此,在施焊前,应选择技术熟练、持有焊工证的焊工,进行必要的技术培训、交底。并不得随意更换,保证施焊该管道焊工人员相对稳定。其二是焊材的控制,保证采购的是正规渠道的焊材,有质保书、合格证,符合工艺要求;焊条头回收控制严格,以保证流向、用量;焊材要严格按工艺烘烤,并一次发放不超过半天用量。第三就是 焊机,焊机须保证性能可靠、符合工艺需要;焊机必须有检定合格的电流、电压表,以保证焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。 镀锌钢管在焊接时有哪些保护质量的措施第四是焊接工艺方法,保证镀锌管特殊操作方法的严格实施,焊接工艺进行焊前坡口检查,施焊工艺参数、操作手法控制,焊后外观质量检查,必要时增加焊后无损检测。控制焊接层次、每道口的焊材用量。



