





按划线位置预装,与纵向直线扶手端头粘结,制作的弯头下面刻槽,与栏杆扁钢或固定件紧贴结合。 连接顶装:顶制木扶手须经顶装,顶装木扶手由下往上进行,先顶装起步今头及连接跑扶手的折弯弯头,再配上下折弯之间的直线扶手料,进行分段预装粘结,粘结时操作环境温度不得低于5 ℃ 。固定:分段预装检查无误,进行扶手与栏杆(栏板)上固定件,用木螺丝拧紧固定,固定间距控制在4O0mm 以内,操作时应在固定点处,先将扶手料钻孔,丙将木螺丝拧入,不得用睡子直接打入,螺帽达到平正。整修:扶手折弯处如有不平顺,应用细木锉锉平,找顺磨光,使其折角线清晰,坡角合适,弯曲白然、断面一致,后用木砂纸打光。
技术要求:膨胀螺栓安装牢固,螺母锁紧。(M 10xl00 )或(M12xl50 ) ,不许有松动或未扭紧的情况。埋件要与众杜焊接牢固。焊接部位不得小于14,焊接部位杭拉强度不得小于500Kg;齐阳台护栏,整体外观美观,安装统一协调.上下齐阳台护栏、飘窗护栏、空调护栏安在同· 条轴线上,偏差不许大于10mm。栏杆与墙面、地面结合处打黑色耐候防水密封胶。
木制扶手· 般用硬杂木加工成规格成品,其树种、规格、尺寸、形状按设计要求。木材质量均应纹理顺直、颜色一致,不得有腐朽、节疤、裂缝、扭曲等缺陷;含水率不得大于12 %。弯头料· 般采用扶手料,以45度角断面相接,断面特殊的木扶手按设计要求备弯头料;木扶手应经过防腐水浸泡、烘干及防变形处理;木制品成型后,经过打磨、抛光表面涂刷木材环保专用漆,涂底漆二遍,中涂一遍,面漆二遍。木材边角坐面均要求细致打磨,倒5mm 圆角,表面光滑、无毛刺。长度大于3m 时应分开设置.
。


成品保护:运输过程中配件之间用非金属软质材料隔开垫好,应有效防止运输过程中因颠簸碰掩造变形、划伤等成品破坏问题。栏杆钢质栏杆在运至现场及安装过程中,钢质构件表面均应用塑料布满保护.栏杆、竖杆、扶手运输过程中必需有防潮、防碰保护措施。栏杆在地盘暂时存放时应置于干净户内,应水平或侧众于高度大于200MM 的垫木方。保洁注意事项:严禁使用油漆稀释剂、脱漆松水、二甲苯、草酸等溶液擦拭金属表面;严禁上述易腐蚀溶液接触金属表面。不得用金属下具铲擦喷塑表面防止表面产生划痕。
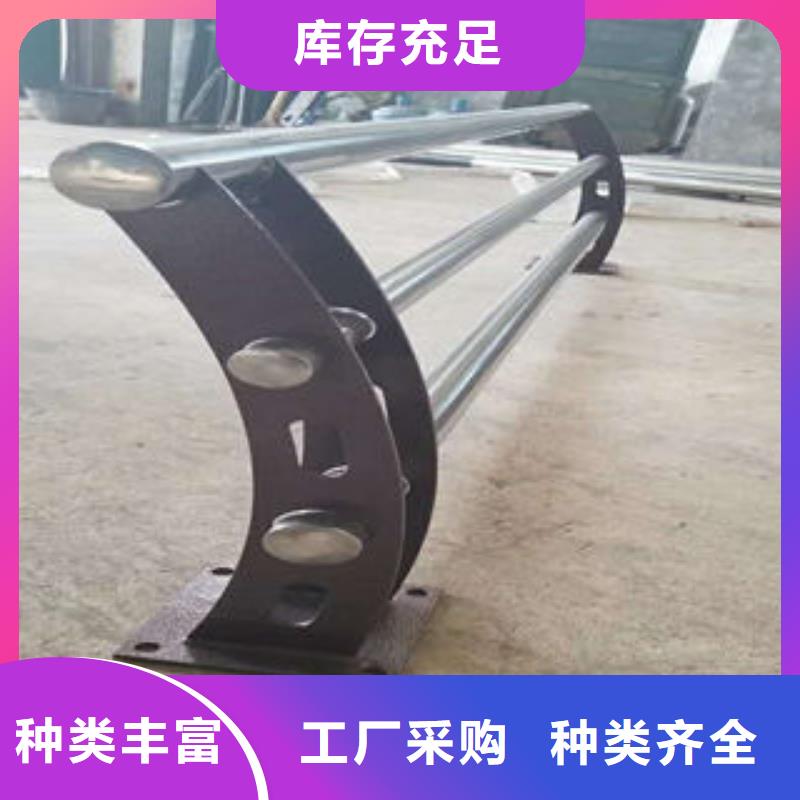
据了解,安装隔离护栏是交警部门的缓堵措施之一,可遏制机动车随意掉头、强行超车、不按导向车道行驶等现象,特别是机动车在转弯时,隔离设施发挥了有效分离和让行的作用,减少了冲突,提高了通行效率。行车秩序明显改善,进一步了城市文明。铁艺护栏的基材是选用优质钢材经过热浸镀锌处理工艺加工而成的,能够有效组织铁艺工件比氧化的机会,延长铁艺护栏的使用寿命。
铁艺护栏表面经过阿克苏诺贝尔彩色离分子处理工艺,可以自己选择表面颜色,一般常用的颜色有乳白色、草绿色、天蓝色、浅粉色等。涂完颜色后,表面还要经过仿搪瓷处理工艺,使铁艺护栏表面形成一层的保护层。这样能使铁艺护栏有很好的自洁能力,雨水冲刷或水喷射即可光洁如新。用这种方法可以使铁艺护栏内部,外部均收到保护,无论是在凹陷处,还是在管件内部,锌液都能均匀的覆盖上,使铁艺护栏得到的保护,防锈漆高达50年以上,期间无需维修保养。



鑫海达不锈钢复合管生产制造厂家有限公司共占地面积30亩,是一家集设计、制作、安装为一体的大型 江苏无锡不锈钢复合管楼梯扶手公司。拥有现代化的 江苏无锡不锈钢复合管楼梯扶手铸造生产线和配套设备,公司将竭诚满足客户不同层次的需求,使客户能以实惠的价格获取新颖、别致、富有创意的设计方案及质量的产品和服务。
我们的宗旨始终是:注重客户需求,重视工艺创新,以其品质和诚信服务,为社会创造优质 江苏无锡不锈钢复合管楼梯扶手!创造一个绿化、美化、生态的人居环境;营造一种文明、高雅、时尚的文化氛围;本公司将与广大客户一道,携手共进,共创美好未来!

热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。
离心铸造和离心铝热剂法离心铸造是为适应海洋油气生产而开发的,适用于制造内衬金属熔点低于外层金属熔点的复合管。衬层和基体均采用液态金属。将制外管的钢液引入一旋转金属模,在外管凝固过程中监测管内温度。当外管凝固并达到一定温度时,浇入耐蚀合金等内层金属。通过控制铸造条件,可以生产出牢固的冶金结合的双金属复合管。
当应用液态金属进行表面堆敷时,采用离心技术可复合层容易出现的气孔和夹杂。这时,熔化金属中密度低的渣、杂质和气体上升到表面,而较重的金属成分下沉,在管壁上形成一致密层,从而提高熔敷质量和再现性。因此其优缺点分别为:
优点:界面实现冶金结合,致密度高,排渣、排气性好。缺点:若没有其后的热变形,仅限于铸态使用,其粗大的铸态组织导致各层金属的力学性能不能充分发挥。另外,该方法不能生产外层为轻合金的复合钢管。

