
视频不仅展示了102*8不锈钢管316L不锈钢管厚壁管集美切割零售产品的外观和功能,更通过用户的使用案例和反馈,展现了产品的实用性和可靠性,增强了观众对产品的信任感。
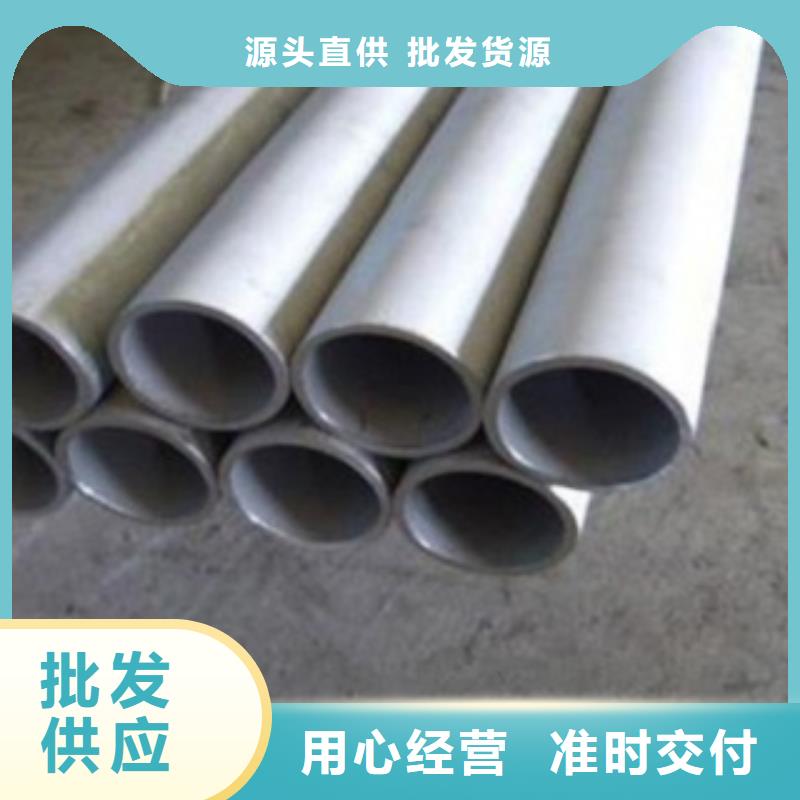
以下是:102*8不锈钢管316L不锈钢管厚壁管集美切割零售的图文介绍

以匠心理念做好每一个厦门310S不锈钢板

厦门310S不锈钢板的详细介绍
精选货源结实耐用



不锈钢焊管焊接技术的要求直接关系着不锈钢焊管质量的好坏,316L不锈钢焊管的焊接的好与坏,管口坡口很重要,今天我们就说说不锈钢管焊接前坡口的重要性。
坡口形式的选择原则是保证焊接接头质量,保证焊头和尽量避免产生焊接缺陷和焊接变形,尽可能减少焊接材料的消耗量,同时确保工艺的可操作性。
不锈钢焊接方法很多:有电弧焊、电子速焊、激光焊、电阻焊,电弧焊又包括埋弧焊、钨级气体保护焊、熔化极气体保护焊、等离子焊。
焊接材料:应按照“等成分”的原则来选择焊接材料,同时考虑到为了增强接头抗热裂纹以及晶间腐蚀能力,减少铁素体的含量,我们一般是选择HooCr19Ni12Mo2氩弧焊用焊丝,并采用CHSO22焊条作为补充材料。
焊接参数:这种不锈钢对热比较敏感,所以应采用小电流来焊接,焊接速度要快,实施多层焊时要控制好层间温度,一般层间温度应小于60℃。
坡口形式:一般坡口是采用V型坡口,坡口钝边约为0—0.5mm,坡口角度为65°—70°。
坡口形式的选择原则是保证焊接接头质量,保证焊头和尽量避免产生焊接缺陷和焊接变形,尽可能减少焊接材料的消耗量,同时确保工艺的可操作性。
不锈钢焊接方法很多:有电弧焊、电子速焊、激光焊、电阻焊,电弧焊又包括埋弧焊、钨级气体保护焊、熔化极气体保护焊、等离子焊。
焊接材料:应按照“等成分”的原则来选择焊接材料,同时考虑到为了增强接头抗热裂纹以及晶间腐蚀能力,减少铁素体的含量,我们一般是选择HooCr19Ni12Mo2氩弧焊用焊丝,并采用CHSO22焊条作为补充材料。
焊接参数:这种不锈钢对热比较敏感,所以应采用小电流来焊接,焊接速度要快,实施多层焊时要控制好层间温度,一般层间温度应小于60℃。
坡口形式:一般坡口是采用V型坡口,坡口钝边约为0—0.5mm,坡口角度为65°—70°。







