



我们的质优价廉的球墨铸铁全承四通生产厂家视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:质优价廉的球墨铸铁全承四通生产厂家的图文介绍
鹏瑞管业有限公司位于汇通国际金属工业园 鹏瑞管业,地理位置优越,交通便利,公司生产的【福建厦门球墨铸铁管厂家】价格优惠,在同行业中拥有良好的信誉,公司经营的所有【福建厦门球墨铸铁管厂家】全部符合标准。


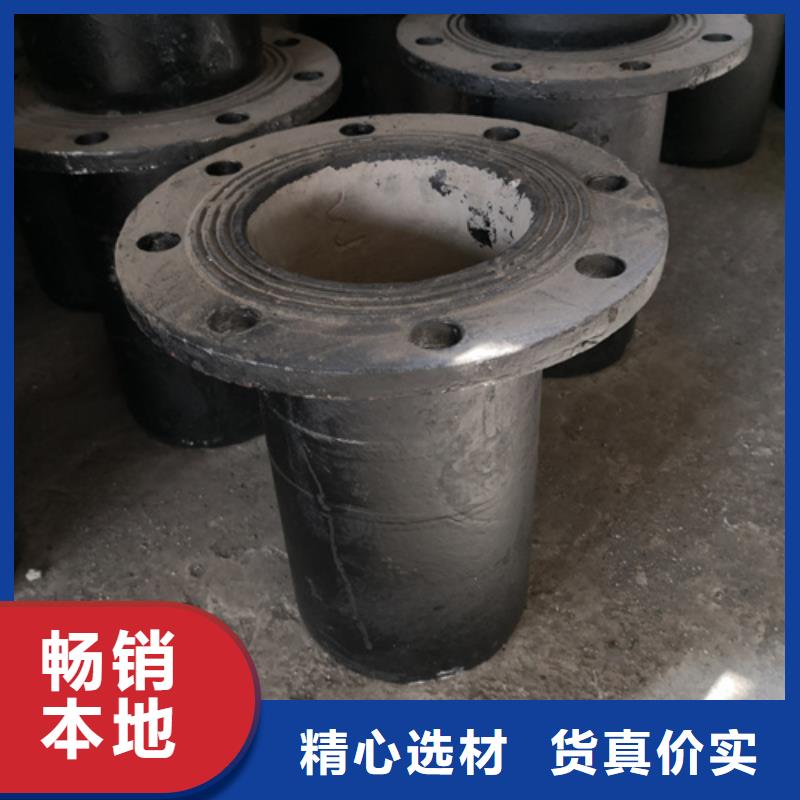
球墨铸铁管件是以镁或稀土镁结合金球化剂在浇注前加入铁水中,使石墨球化,应力集中降低,内壁采用水泥砂浆衬里,改善了管道输水环境;管口采用里柔性接口,且管材本身具有较大的延伸率。使管道的柔性较好,在埋地管道中能与管道周围的土体共同工作,使管道柔性较好改善管道的受力状态。球墨铸铁管件承插管件的接管尺寸分为两种,即A系列(Ⅰ系列)接管尺寸和B系列(Ⅱ系列)接管尺寸或者说是英制接管(即A系列尺寸)和公制接管(即B系列尺寸)。还有,有些标准直接规定了接管尺寸为A系列,这些标准有ASMEB16.11、SH3410标准。有些标准两种尺寸都有,生产加工时则需要落实接管尺寸,这些标准有GB/T14383-2008,GB/T14383-93,HG21634等,如果使用方未提供该选用哪种接管尺寸,一般默认为A系列。不过,这里需要注意的是HG21634这个标准,如果它给出了接管是A,则要选用B系列接管尺寸。



球墨铸铁管件是以镁或稀土镁结合金球化剂在浇注前加入铁水中,使石墨球化,应力集中降低,使管材具有强度大、延伸率高、耐冲击、耐腐蚀、密封性好等优点的管件;内壁采用水泥砂浆衬里,改善了管道输水环境、提高了供水能力、降低了能耗;管口采用柔性接口,且管材本身具有较大的延伸率,使管道的柔性较好,在埋地管道中能与管道周围的土体共同工作,改善管道的受力状态,从而提高了管网运行的可靠性。因此,我国供水行业通常采用球墨铸铁管作为主管件。我公司的给供水用、排水用、消防、穿线用球墨铸铁管及管件,采用高新技术制造工艺EP(消失模)工艺制造而成。产品规格从DN80~DN1400mm,产品标准遵循ISO2531GB/T13295,EN545,EN598等,球墨铸铁管严格按照ISO9001国际质量体系标准构建产品质量保证体系,检测手段齐全,并通过国际认证.产品包括三大系列500多个品种,可依照GB/T12772—99、GB8716—88、CISPI301、ISO6594、BS416、ASTM74等多种标准组织生产,生产的高水准球墨铸铁管和配套管件。公司的W(卡箍连接)及B(法兰连接)型柔性铸铁排水管及管件规格为DN50-DN300。产品严格执行ISO/9002-K9产品标准,按照“球墨铸铁管”ISO2531标准进行生产和验收。



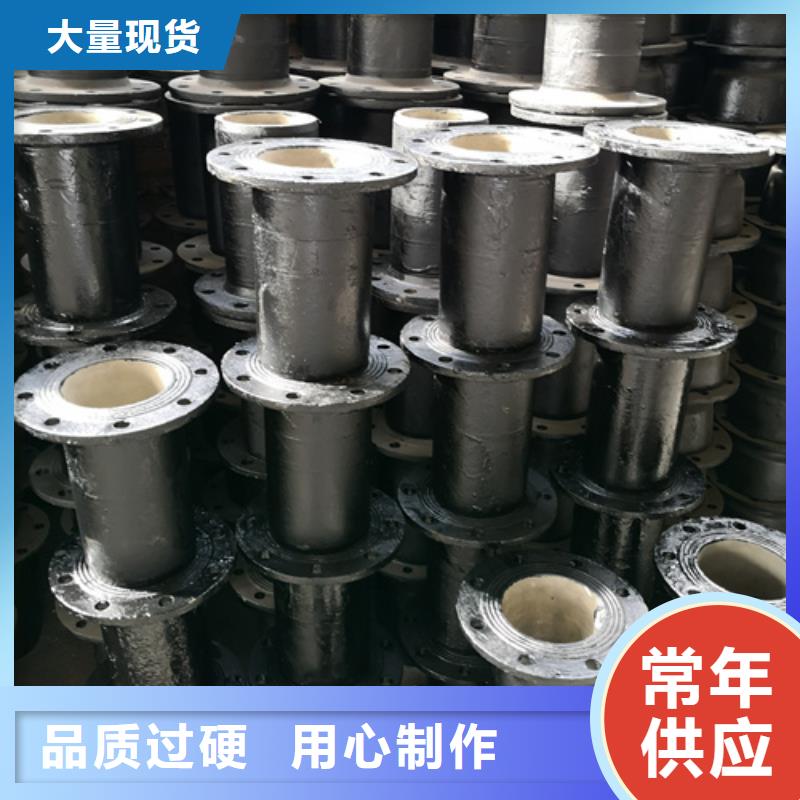
铁制弯头,调整铸铁管件离心主机下限,缩短溜槽出口与插座的距离。很容易控制温度的热金属铸铁管道通过热金属的低温,低温管道内壁的模具将导致沉重的皮肤缺损,和高温的热金属和增加的热气体排放会导致气孔缺陷。中频炉工艺应严格按照技术要求提供合适的温度热金属,并在生产中离心机合理控制进出口温度和冷却速度。球墨铸铁管件系列:三通系列(全承三通、双承单支盘三通、双承一插三通、承插单支盘三通、全盘三通、全承底三通、承插盘丁字管、双承丁字管、双承单盘底三通、全盘丁字管、双承单支盘丁字管、双承一丝三通、承插丝三通)四通系列(双承双盘四通、全承四通、双插双承四通、全盘四通)。其他配件系列(双盘短管、盲法兰盘、插盘短管、盘插短管、双承减缩管、、承插渐缩管、插承渐缩管、套筒、双盘弯管、双承弯管、承插弯管、伸缩器、堵漏器、抢修节等)。



球墨铸铁管敷设施工工艺标准球墨铸铁管敷设施工工艺标准适用范围适用范围本标准适用于一般室外燃气管道,工作压力不大于城镇管道安装。不适用于液化石油气管道。施工准备施工准备材料球墨铸铁管管材及管件应符合现行标准《离心铸造球墨铸铁管》和《球墨铸铁管件》的规定。管材必须有合格,且批量、批号相符。检查管材、管件外形尺寸是否符合允许偏差且无损坏、无裂缝等。橡胶圈(环)应形体完整、表面光滑,无老化、变形、扭曲现象。管口密封、润滑材料应使用合格产品,并有合格证。球墨铸铁管管材、管件运输管材、管件搬运和长途运输时要妥善捆扎,每根管子捆扎不应少于个部位,管材两端要严加保护,防止受到振动和撞击。管材、管件在装卸过程中,应轻起轻放,严禁碰撞。管材宜采用机械装卸,当采用人力装卸时,对管材不得任意拖拽或抛摔,严禁管材自由滚落,禁止野蛮装卸。球墨铸铁管管材、管件存放应将管材卸在靠近安装现场不影响土方开挖的地段,减少二次搬运,有条件时一次入槽,沿沟槽一字排放。堆放场地必须坚实平坦,不同规格的管材、管件应分别排放。管材应平放在地面上,并应采用软质材料支撑,离地面距离不应小于,支撑物必须牢固,直管道等长物件应做连续支撑。管材可分层堆放,并捆扎、支撑牢固。当≤时堆放不宜超过三层;工艺流程下管→清理管口→清理胶圈、上胶圈→安装机具→在插口外表面和胶圈上刷润滑剂→顶推管子使之插入承口→检查操作方法清理管口:将承口内的所有杂物擦洗干净。清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端用力左右摇晃管子,直到插口插入承口全部到位,承口与插口之间应留左右的间隙,并保证承口四周外沿至胶圈的距离一致。管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链平行用力的方法使管件平行安装,胶圈不致被挤。也可采用加长管件的办法,用单根钢丝绳进行安装。检查:检查承口插口的位置是否符合要求(用钢板尺伸入承插口间隙中检查胶圈位置是否正确到位)。
