



以下是我们上传的供应批发16Mn油缸管-优质实拍视频,您可以点击观看。
以下是:供应批发16Mn油缸管-优质的图文介绍


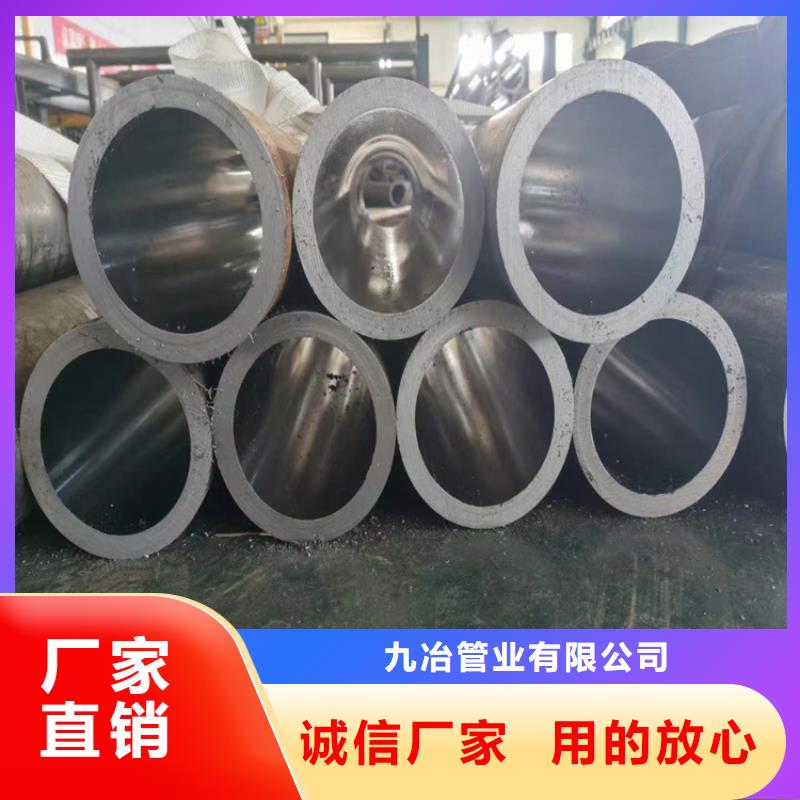
不管是冷拔过程中还是热处理过程中,影响其性能和质量的因素都比较多,所以对加工工艺和热处理工艺的研究是非常有必要的。珩磨管生产特点的简单介绍珩磨管的生产工序比较多,从材料的投入到成品的成型,需要经过多次的冷变形。不仅如此,整个过程中还包含多个由准备工序和变形工序组成的生产循环,循环往复,使得珩磨管的生产周期比较长,而且材料消耗也比较大。由于珩磨管的加工设备多数为单体布置的,因此整个过程属于间断性生产,由此可以看出,珩磨管生产的特点是管料在冷变形之前和一直到累积冷变形量达到了一定程度后,为了加工硬化及其他需要在继续冷变形之前,都要进行一系列准备工作。为了保证产品品质,必须对管料进行仔细检查;对成型后的珩磨管,检查也是不可缺少的作业环节之一,确保其表面质量、尺寸、性能等都符合标准。



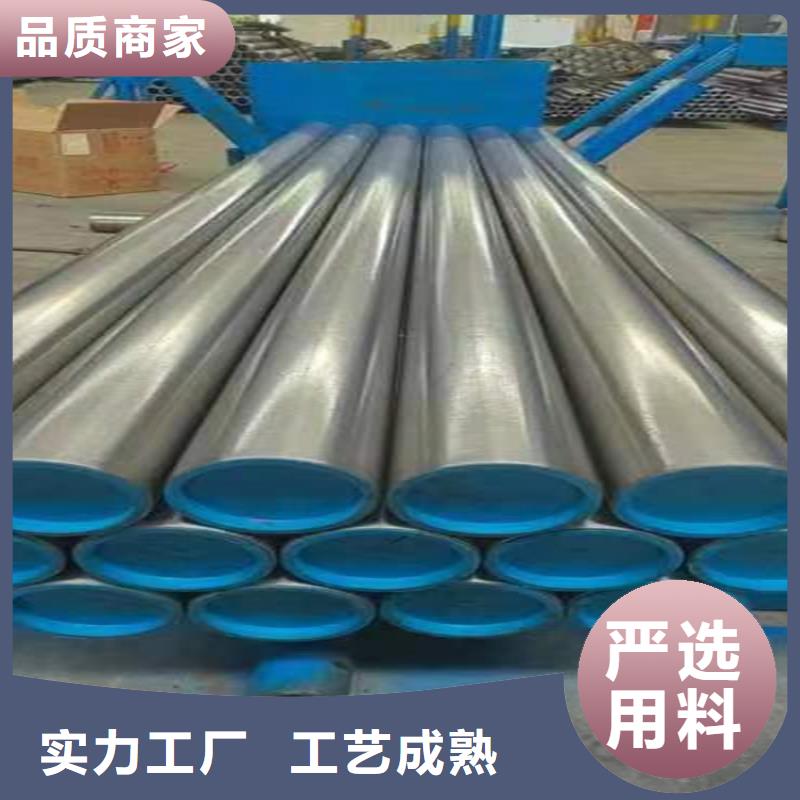
简析珩磨管市场发展现状随着珩磨管的个性化需求,珩磨管生产厂家需要采用科学的设计方法,以达到用户的需求。随着竞争的日益激烈,钢材市场的利润空间越来越小,价格透明度越来越高。每个钢管市场都有不同规格,并有超过1万种型号。钢管生产加工企业也有许多。产品包括管类铸件、冷拔管、精整管、热膨胀管、直缝焊管、珩磨管等。管径从5毫米到1200毫米,也可为客户定制不同口径管材。珩磨管行业积推进技术进步、产品创新、节能减排,珩磨管行业的能耗和二氧化硫排放量下降。随着大量产品的大量涌入,不锈钢珩磨管市场已经出现了供过于求的现状。价格持续走低。随着市场的价格下跌,产业拓展的冲动正在逐渐停止。


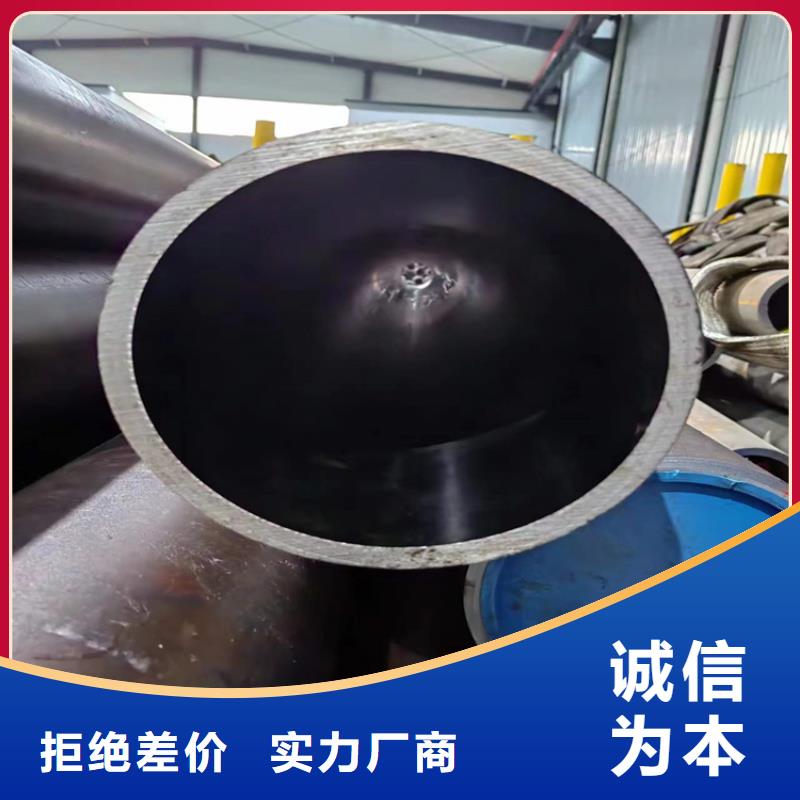
但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。再来说到的是珩磨管支承衬套所用的材料,通常来说有尼龙和聚甲醛两种,前者的强度、刚性、耐热性以及成型工艺性都较好,但吸水性和收缩率较大,尺寸稳定性差,还会受受温度影响;而后者具有良好的综合性能,包括抗拉强度、冲击韧性、刚度、疲劳强度、抗蠕变性能和尺寸稳定性等等,但就是加热易分解,成型困难。



九冶管业有限公司始终坚持“用户至上,质量可信”的宗旨,按用户要求开发、生产 湖北襄阳不锈钢缸筒产品,确保产品设计、原材料采购、生产制造、检验、包装防护和交付、售后服务等全过程处于受控状态,确保产品技术标准达到同类产品标准,保证按质、按期交货,为顾客提供可靠的 湖北襄阳不锈钢缸筒和满意服务。企业以高质量求产品创新,以率强化企业管理,以高服务取信用户,奋发图强,勇攀高峰。

