



别再等待了,仅仅一分钟,就能通过我们的优惠报价Q460C无缝钢管产品视频探索到无数令人心动的细节和亮点。
以下是:优惠报价Q460C无缝钢管的图文介绍



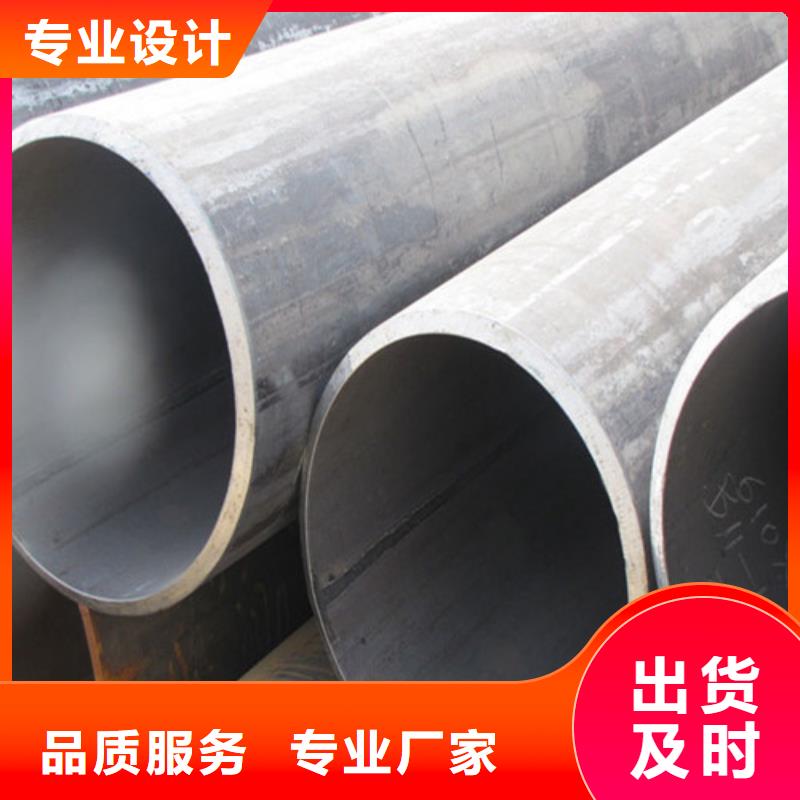
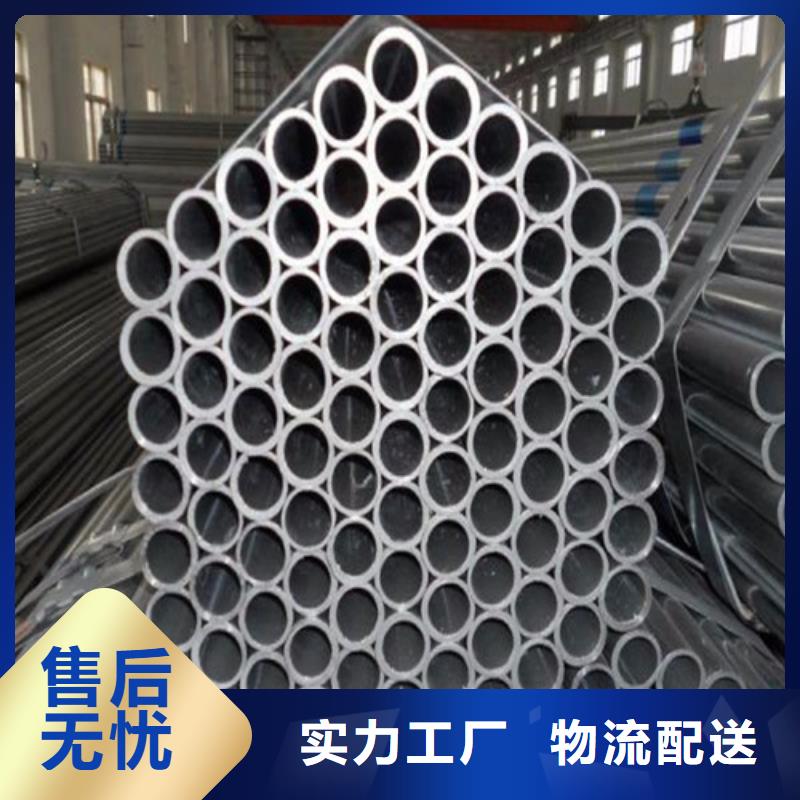
焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。低压流体输送用焊接钢管(GB/T3091-2008)也称一般焊管,俗称黑管。是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。



直缝焊钢管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。 直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。 补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。 焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。 特点 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。


新弘扬特钢有限公司发展方向是:提高 香港GCR15圆钢产品质量,力创凯宸品牌;增加技术投入,完善系列 香港GCR15圆钢产品;加强售后服务,构筑销售网络。
竭诚欢迎各界同仁惠顾!



壁厚不均钢管壁厚不可能各处相同,在其横截面及纵向管体上客观存在壁厚不等现象,即壁厚不均。为了控制这种不均匀性,在有的钢管标准中规定了壁厚不均的允许指标,一般规定不超过壁厚公差的80%(经供需双方协商后执行)。椭圆度在圆形钢管的横截面上存在着外径不等的现象,即存在着不一定互相垂直的外径和小外径,则外径与小外径之差即为椭圆度(或不圆度)。为了控制椭圆度,有的钢管标准中规定了椭圆度的允许指标,一般规定为不超过外径公差的80%(经供需双方协商后执行)。弯曲度钢管在长度方向上呈曲线状,用数字表示出其曲线度即叫弯曲度。标准中规定的弯曲度一般分为如下两种:A、局部弯曲度:用一米长直尺靠量在钢管的弯曲处,测其弦高(mm),即为局部弯曲度数值,其单位为mm/m,表示方法如2.5mm/m。此种方法也适用于管端部弯曲度。B、全长总弯曲度:用一根细绳,从管的两端拉紧,测量钢管弯曲处弦高(mm),然后换算成长度(以米计)的百分数,即为钢管长度方向的全长弯曲度。例如:钢管长度为8m,测得弦高30mm,则该管全长弯曲度应为:0.03÷8m×=0.375%
