


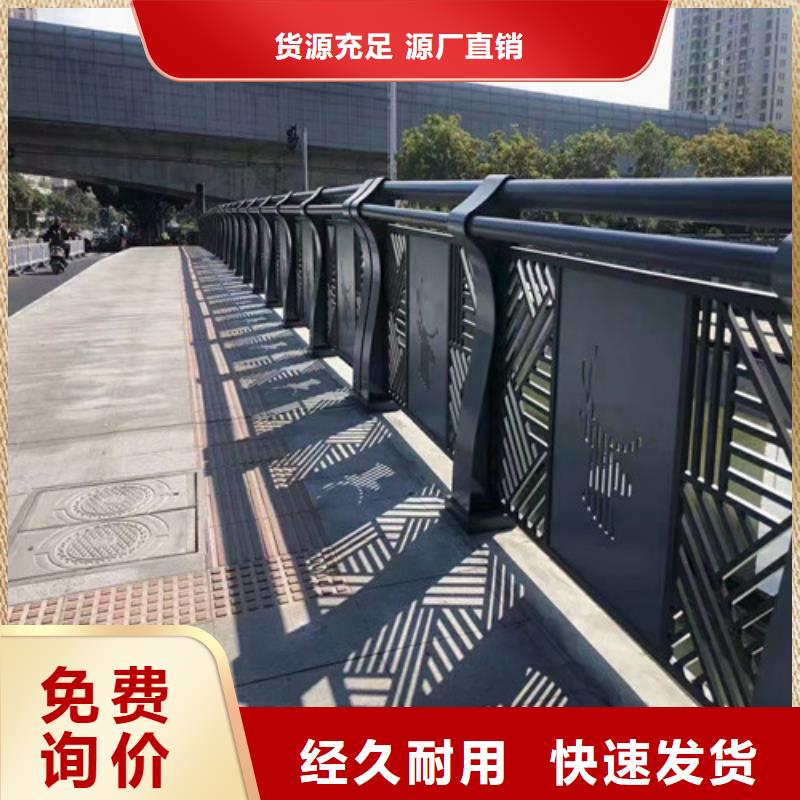



桥梁护栏的安装是一个比较重要地步骤和类型,它在桥梁上的作用是比较大的,对于桥梁护栏而言更多的是要保护它的效果,由于它的抗撞能力是比较强大的,对于桥梁护栏来说它的安装实际上就是一个比较浩大地工程,根据它的检验地标准来看是比较的严格的,也是比较的,所需要地步骤也是比较多的。对于桥梁护栏安装之后也是要进行相关部门的检查的,我国对于桥梁护栏的安装也是有着严格地标准和规定的,厂家必须要按照这样地标准进行生产,要不然的话是不合格的,这就规范了厂家的行为,使之桥梁护栏的质量有了很大地保障。那么桥梁护栏在进行安装完成之后要进行哪些检查呢?以下是分为以下几点:
1、对安装位置的检查
安装桥梁护栏和扶手之前,施工人员正确的施工规范是,先按照设计将桥梁护栏和扶手的安装位置通过画线的方式定位,在进行安装的。
这是正确的施工规范,而一些不专业的施工团队就不会如此,使得安装位置不符合装修设计,导致桥梁护栏使用不便,引发事故。住户可以采用尺量检查来检查安装位置是否正确。
2、对安装牢固度的检查
桥梁护栏为什么被住户为注重,主要的原因就是直接影响到家居生活性,而这又和桥梁护栏和扶手的牢固度有关。因此在验收时,对桥梁护栏和扶手安装牢固度可以用手扳来检查。
3、对安装五金件的检查
在安装桥梁护栏和扶手时需要在地面、护栏上安装预埋件,一般预埋件的数量、规格和位置都会在设计时有具体的规定,而只有符合规定的安装才是合格的。所以护栏和扶手安装预埋件的数量、规格、位置以及护栏与预埋件的连接节点应符合设计要求。
以上是对于桥梁护栏地检查工作,以上的几个工作是厂家一定要做好的,否则的话桥梁护栏就是不合格的,有的时候也是存在着质量问题的,一旦出现事故的话后果是不堪设想的!


复合管护栏怎样更好地进行不锈钢复合管的环保工作?
在使用不锈钢复合管的时候一定要注意环保性,只有注意环保型,才能延长他们的使用寿命,那么看下关于不锈钢复
合管讲解,亮化照明的设计应按照可靠、技术先进、经济合理、节能环保、维修方便的原则进行。尽量选用
环保节能灯,选用的灯具(包括LED及其应用产品)均应符合本技术规范规定,部件应设的接地端子,外表光滑完整,
无损伤,附件齐全,标记完整并符合 标准的规定。工程选用的室外照明灯具防护等级不小于IP65。外表尽量刷
上防锈漆,应该做些保护措施,贴上保护牌子,这样的话就能减少不锈钢复合管方面。
不锈钢复合管是更加重视外观的设计,要根据它的基本的使用和颜色的搭配相吻合,还要做到气质是更加大方的
,表面无损伤,各种的夜间的照明是要符合相关的特征的,对于使用的寿命也要不断地进行,稳定基本的维护,
使得它发挥出来更加重要的作用!



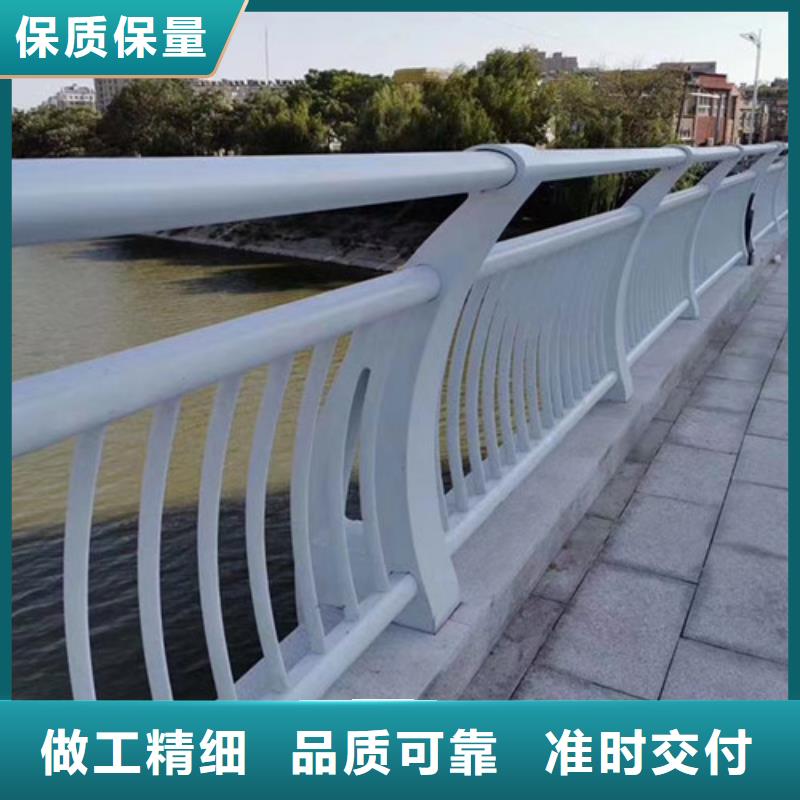
1、我们首先需要保证我们选用的护栏同桥梁形状相融合,保证护栏能够适应桥型,格调要一致;
2、在考虑完护栏与桥梁相融合的同时,我们还需要保证桥梁和护栏同周围环境协调一致。
3、在对桥梁上的护栏进行景观设计时,我们还需要考虑到当地的地域文化。与当地的人文环境相融合、风俗相融合,体现当地的文化气息,给当地增添一张崭新的文化名片。
防撞桥梁护栏在维修时需要考虑有哪些因素?
1、首先我们需要区分开路边电线和护栏,当电线平行或靠近平行于公路护栏网,且电线在公路护栏网上方时,应在每端或按不大于400M的间距埋设地线,接地电阻值小于10欧姆。而且在高压输电线穿过安置公路护栏网之处,公路护栏网应按电力部分的划定接上地线。
2、在对防撞桥梁护栏进行维修之前,建议能够列出一份详细的图纸,然后按照上面的指示进行操作。维修时应按图纸所示安置,安稳地安置在立柱或支持上;金属网应舒展拉紧,全部布局不得歪曲。如果发明公路断绝栅中,若有断开处或在门路交织口时,可视必要得当调解立柱间距



广斌金属材料有限公司生产 陕西西安桥梁防撞护栏,规格齐全、现货销售、价格优惠,提供优质服务,欢迎客户前来咨询洽谈。


了解下不锈钢复合管护栏的制作工序
不锈钢复合管护栏的底层与复层接壤处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学
性能、接头方式及填充金属品种,常发作高温结晶裂纹、推延裂纹和脆化问题。焊接的方法有:焊条电弧焊、埋弧焊
、CO2气体维护焊等。
如今常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能,底层与复层有必要
分别停止焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢类似,而底层与复层接壤处的异种金
属焊接是关键。
焊前准备,不锈钢复合管护栏的切开,普通总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复
层有必要向下底层向上,不能损伤复层表面和分离处;在底层和复层都较厚的状况下,可选用等离子切开(从复层侧
开端切开)和氧-乙炔火焰切开(从基体侧开端,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。
不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床停止急剧弯曲,要逐段迟缓加工成形;假
如需求热加工成形的话,首先要清洗工件表面油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳钢基
体能够空冷,对低合金钢基体要停止保温缓冷。加热温度在700~850℃。


