





别再错过任何细节!花费一分钟观看Q355B河道护栏支持安装产品视频,让您的购买决策更加明智。
以下是:Q355B河道护栏支持安装的图文介绍


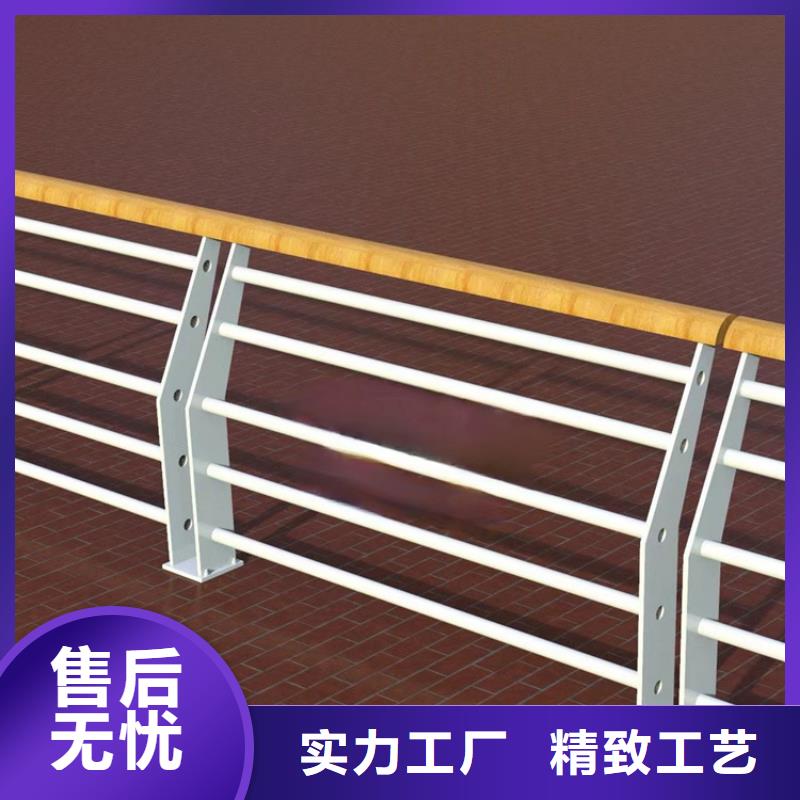
随着现在我们生活水平的主见提高,城市化的逐渐发展,我们发现在桥梁工程中有着许多不同类型的桥梁保障我们,但是许多朋友并不了解桥梁防撞护栏的结构都有哪些形式,那么今天就为大家介绍桥梁防撞护栏的多种形式。1.首先应根据公路等级,综合考虑其性、协调性、需防护对象的特性及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。其埋置方式有立柱直接埋入式、法兰盘连接式和通过传力钢筋把桥梁防撞护栏和桥面板浇注成一体三种方式,条件许可时,可采用抽换式护栏。2.划分桥梁防撞护栏的类型方法很多,除按设置位置划分外,还可按构造特征、防撞性能等划分。按设置位置可分为桥侧护栏、桥梁中央分隔带护栏和人行、车道分界处护栏;按构造特征可分为梁柱式(金属制和混凝土)护栏、钢筋混凝土墙式扩栏和组合式护栏;按防撞性能可分为刚性护栏、半刚性护栏和柔性护栏。一般常见的护栏形式有混凝土护栏、波形梁护栏和缆索护栏。



宏达友源金属制品有限公司位于聊牛路与东环路向东,是一间较大型的 陕西咸阳道路隔离护栏厂家、景观灯光护栏厂家、桥梁防撞栏杆厂家、复合管防撞栏杆厂家厂家,拥有先进的生产设备和检测设备。企业以开发、研制、检测、生产、营销等完善的服务体系,为广大客户提供优质的产品及专业化的服务。 本公司以完整、科学的质量管理体系,以好的质量、优惠的价格为广大客户提供服务。公司的诚信、实力和产品质量获得业界的认可。欢迎各界人士莅临本公司参观、指导和业务洽谈。


凡符合下列情况之一、车辆驶出路外有可能造成重大事故的路段,应设置路侧护栏:二级及以上等级公路边坡坡度和路堤高度规定范围以内的路段;高速公路、一级公路路侧净区内设有车辆不能穿越的照明灯。 更多问题请咨询是从事路桥栏杆、路桥护栏、河道护栏、不锈钢复合管护栏、不锈钢复合管栏杆、不锈钢碳素钢复合管护栏、不锈钢碳素钢复合管栏杆、不锈钢桥梁护栏、桥梁河道防撞护栏、不锈钢复合管、不锈钢复合管护。 不锈钢复合管栏杆单价多少大体上来说,好的不锈钢复合管栏杆三百-四百元一米中上等的200多不锈钢复合管栏杆主要看材质厚度、是否需要花件、是否需要弯花,是否需要人工扫漆等越多越优惠。不锈钢复合管栏杆价格与栏杆数量,高度,材料规格,厚度,工艺等有关,一般较高。 不锈钢复合管栏杆管材有很多型 的:20304等,而且想要得到准确的报价还要知道不锈钢护栏的高度,是有图纸,我们才能准确的给您报价。具体可以联系我们。提供桥梁河道防撞护栏,不锈钢复合管护栏.规格齐全质量认证。 不锈钢复合管护栏售后服务一直遵守“质量精良,交货及时,价格合理,服务周到”为广大不锈钢复合管护栏,并且本着“做人以诚,做事以实”的经营原则,确保技术服务为根本,产品质量为核心,规范管理为,。



防撞护栏施工教学 防撞护栏施工方案1. 电化学抛光其长处是镜面光泽坚持长,技术安稳,污染少,成本低,防腐性好. 其缺陷是防污染性高,加工设备一次性出资大,杂乱件要工装,辅佐电极,大量生产还需求降温设备. 比较适合批量生产,首要应用于商品,出口商品,其加工技术安稳,操作简单。不锈钢桥梁栏杆2. 化学抛光.其长处是加工设备出资少,杂乱件能抛,速度快,效率高,防腐性好. 其缺陷是光亮度差,有气体溢出,需求通风设备,加温艰难. 合适加工小批量杂乱件及小零件光亮度请求不高的商品.3. 机械抛光.不锈钢楼梯扶手所用的常见的方法。其长处是加工后零件的整平性好,光亮度高. 其缺陷是劳动强度大,污染严峻,并且杂乱零件无法加工,并且其光泽不能共同,光泽坚持时间不长,发闷,生锈. 比较合适加工简略件,中,小商品. 对普通不锈钢扶手而言,机械辅佐,手艺打磨抛光即可。1.所有构件下料准确,构件长度允许偏差1MM。2.下料前应检查零件是否平直,否则必须矫直。3.焊条或焊丝应采用合适的材料,并具有出厂合格证。4.焊接时必须准确放置构件的位置。5.焊接时构件间焊点应牢固,焊缝应饱满。焊缝表面的焊接波应均匀,不得有咬边、未焊透、裂纹、夹渣、焊、烧穿、电弧划伤、弧坑、,焊接区域不得有飞溅。6.焊后应将焊渣剔除。7.构件焊接、组装后,手持工具应适当打磨、抛光,使外观光洁。不锈钢护栏的主要施工方法:1.施工前应进行现场放样,准确计算各构件长度。2. 根据各种构件的长度,下料长度准确,下料长度允许偏差为1MM。3.选择合适的焊接工艺、焊条直径、焊接电流、焊接速度等,并通过焊接工艺试验进行验证。4. 脱脂去污处理:焊接前检查坡口及装配间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则,应使用三氯乙烯、苯、汽油、中性洗涤剂或其他化学品用不锈钢丝细刷刷洗。如有必要,可在焊接前用角磨机打磨金属表面。5. 焊接时应选用较薄的不锈钢焊条(焊丝)和较小的焊接电流。焊接时,构件间焊点应牢固,焊缝饱满,焊缝金属表面焊接波应均匀,不得有裂纹、夹渣、焊、烧穿、弧坑、等缺陷,焊接区域不得有飞溅物。6. 杆件焊接装配后,对无明显凹痕或较大凸出焊道的焊缝可直接进行打磨。对有凹凸浮渣或大焊道的焊缝,用角磨机打磨,打磨后进行打磨。

