以下是:304不锈钢复合管规格表的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
以下是:304不锈钢复合管规格表的图文视频
304不锈钢复合管规格表,鑫海达不锈钢复合管生产制造厂家有限公司为您提供304不锈钢复合管规格表,联系人:贾殿涛,电话:13863577835、13863577835,QQ:1271858886,请联系鑫海达不锈钢复合管生产制造厂家有限公司,发货地:聊城经济开发区发货到内蒙古 锡林郭勒市 。 内蒙古自治区,锡林郭勒盟 锡林郭勒位于内蒙古自治区中部,北与蒙古国接壤,边境线长1103公里;西与乌兰察布交界;南与河北省毗邻;东与赤峰、通辽和兴安盟相连;距北京直线距离460千米,总面积20.26万平方千米,是东北、华北、西北交汇地带,具有对外贯通欧亚,自治区内连接东西、北开南联的重要作用。
想要真正了解304不锈钢复合管规格表产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
以下是:304不锈钢复合管规格表的图文介绍


热成型制造工艺包括热轧和热挤压两种方法,前者主要适用于有缝复合管的生产,后者适用于无缝复合管的生产。轧制是一种传统的制备复合金属的方法。热轧复合实质上属于压力焊,如果变形量足够大,轧辊施加的压力就会破坏金属表面的氧化膜,使表面达到原子接触,从而使两表面焊在一起。轧制的优缺点分别为:优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。
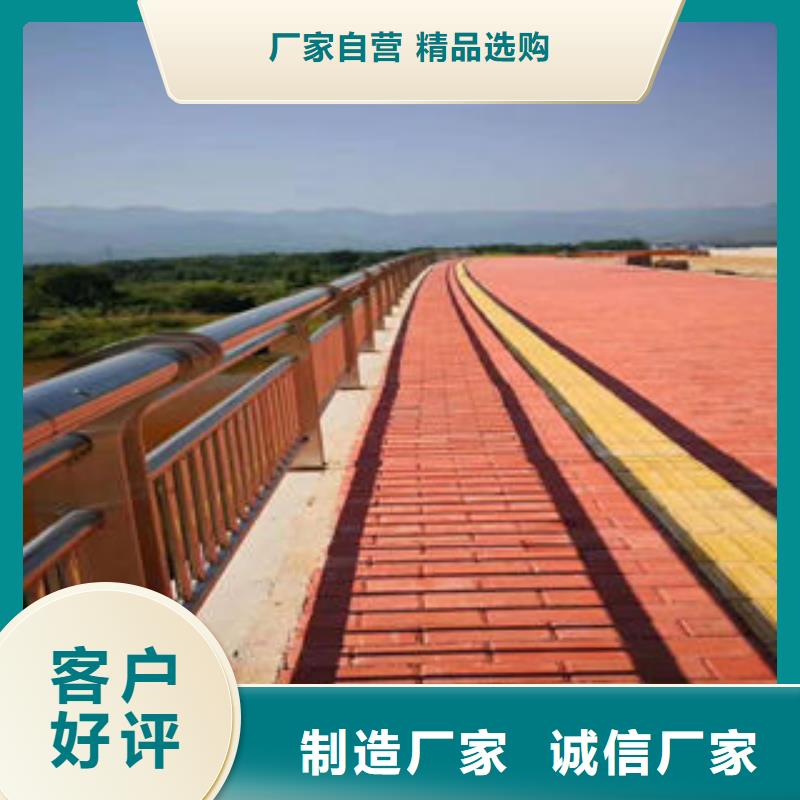
离心铸造和离心铝热剂法离心铸造是为适应海洋油气生产而开发的,适用于制造内衬金属熔点低于外层金属熔点的复合管。衬层和基体均采用液态金属。将制外管的钢液引入一旋转金属模,在外管凝固过程中监测管内温度。当外管凝固并达到一定温度时,浇入耐蚀合金等内层金属。通过控制铸造条件,可以生产出牢固的冶金结合的双金属复合管。
当应用液态金属进行表面堆敷时,采用离心技术可复合层容易出现的气孔和夹杂。这时,熔化金属中密度低的渣、杂质和气体上升到表面,而较重的金属成分下沉,在管壁上形成一致密层,从而提高熔敷质量和再现性。因此其优缺点分别为:
优点:界面实现冶金结合,致密度高,排渣、排气性好。缺点:若没有其后的热变形,仅限于铸态使用,其粗大的铸态组织导致各层金属的力学性能不能充分发挥。另外,该方法不能生产外层为轻合金的复合钢管。



鑫海达不锈钢复合管生产制造厂家有限公司位于经济开发区 ,本公司专业生产 内蒙古锡林郭勒不锈钢复合管楼梯扶手。 公司拥有专业的设计及施工团队,可以根据客户不同需求进行设计制作产品。我们依靠先进的生产设备、专业的设计研发团队、高质量、合理的价格及完善的售后服务体系。始终坚持“诚信为本、质量保证、客户为主的原则,以合格的产品引导市场,备受广大客户的青睐。 公司始终秉承“求实、创新、诚信、的企业宗旨,竭诚为您提供的服务,期待与您结成事业上的同盟,共谋发展,共创辉煌! 服务热线:1386357783513863577835 欢迎来电咨询或到厂实地考察!

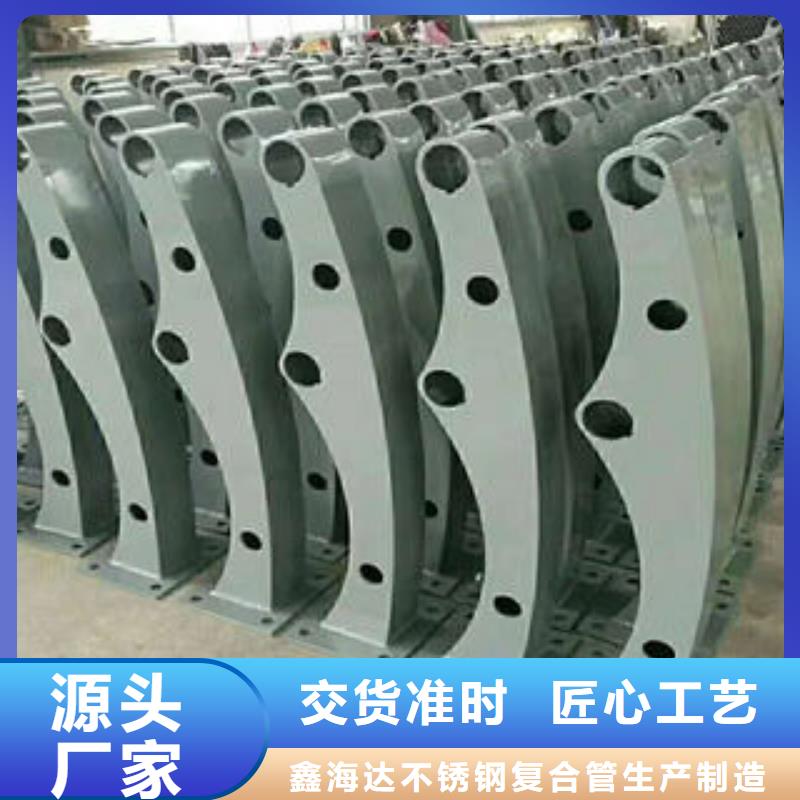
构件下料前必须检查是否平直,否则必须矫直。焊接时焊条或焊丝应选用适合于所焊接的材料的品种,且应有出厂合格证。 焊接时构件之问的焊点应牢固,焊缝应饱满,焊缝表面的焊波应均匀,不得有咬边、未焊满、裂纹、渣滓、焊瘤、烧穿、电弧擦伤、弧坑和针状产气孔等缺陷,焊接区不得有飞溅物.如有漏焊,必须先焊渣后再进行补充焊接。
打磨平整光洁,不允许有焊渣、崩浅、毛刺或未打磨等情况;栏杆接缝应严密,不得有裂缝、翘曲、锻痕。焊接完成后,应将焊渣敲净。漆面平整均匀,不允许有色差、漏漆现象。表面平滑、均匀,不允许有、鼓泡、气孔、流挂、裂纹、夹杂物、发粘、划痕等缺陷。栏杆高度、问距、安装位置应符合设计要求。栏杆之问竖向问距不大于110mm ,允许偏差不大于3㎜ 。栏杆竖向平面乖直度不大于3 ㎜,横向平面直线度不大于4 ㎜。栏杆高度允许偏差不大于3 ㎜。
应注意的质量问题:尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和焊接程序,避免用大电流,不要突然熄火,焊缝接头应搭接10-15mm ,焊接中不允许搬动、敲击焊件;表面气孔:焊接部位必须清洗干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气泡逸出。
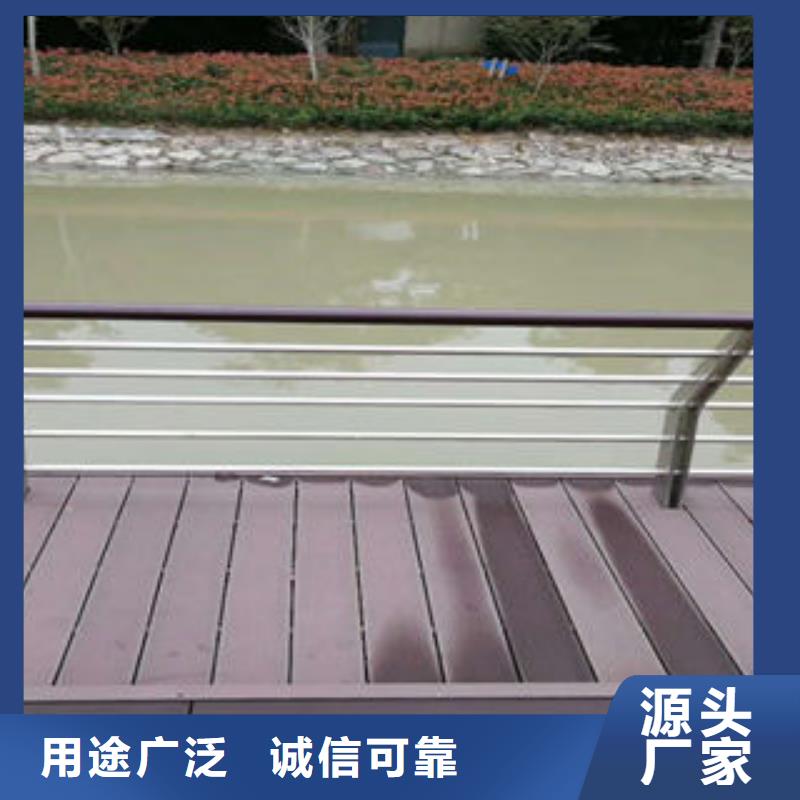
铁艺栏杆安装:工艺流程 后加理件法:安装预理件一放线一安装立柱一扶手与认柱连接(针对木扶手工程);安装预埋件后加埋件做法是:采用膨胀螺栓与钢板来制作后置连接件,先在土建基层上放线,确定众柱固定点的位置,然后在安装基层上用冲击钻钻孔(对于安装基层有面砖和理石面层的,在使用专用理石钻头或水钻现在面层上开孔后,用冲击钻钻孔),再安装膨胀螺栓,螺栓保持足够的长度,在螺栓定位以后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述方法。
由于上述后加埋件施工,有可能产生误差,因此,在立柱安装之前,应甫新放线,以确定埋板位置与焊接众杆的准确性,如有偏差,及时修正二应保证立柱全部座落在钢板上,并且四周能够焊接。焊接立柱时,需双人配合,一个扶住栏杆使其保持乖直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。木扶手安装(针对木扶手工程)找位与划线: 安装扶手的固定件:位置、标高、坡度找位校正后,出扶手纵向中心线。按设计扶手构造,根据折弯位置、角度,划出折弯或割角线。


304不锈钢复合管规格表,鑫海达不锈钢复合管生产制造厂家有限公司专业从事304不锈钢复合管规格表,联系人:贾殿涛,电话:13863577835、13863577835,QQ:1271858886,发货地:经济开发区,以下是304不锈钢复合管规格表的详细页面。