





【全新视界!】PE绿化管型号齐全量大价优产品视频,带你领略产品新风尚!
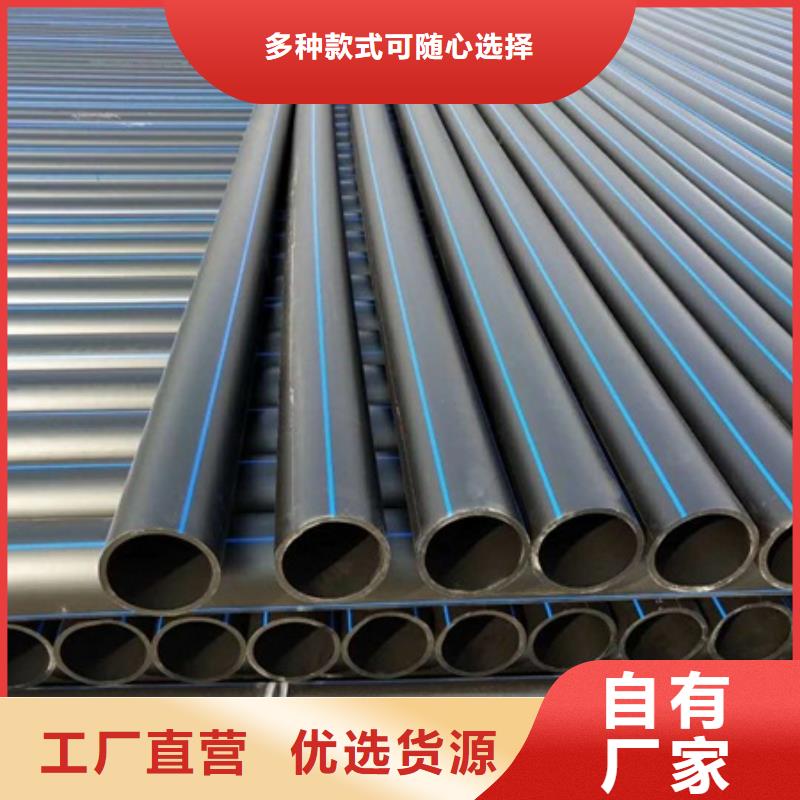
以下是:PE绿化管型号齐全量大价优的图文介绍


2、电熔连接
电熔连接是用内埋电阻丝的专用电熔管件与PE管材或管件的连接部位紧密接触通电,PE管通过内埋的电阻丝加热连接部位,使其熔融连为一体,直至接头冷却。电熔连接可用于与不同类型和不同熔体流动速率的聚乙烯管材或插口管件连接。电熔连接分为电熔承插连接和电熔鞍型连接。承插式柔性连接聚乙烯管道承插式柔性连接是参照铸铁管和聚氯乙烯管(PVC-U)的承插式柔性连接原理开发的一种新型连接方式,PE管是在聚乙烯管材一端焊接一个经过加固的聚乙烯承口。承插式柔性连接是将聚乙烯管材一端直接插入管材或管件的特制的承口中,通过承口内的锁紧环压紧抗拉拔、橡胶密封圈压紧密封,达到连接PE管材和管件的目的。



日基科技发展有限公司是一家从事 内蒙古兴安HDPE克拉管的生产的现代化企业。本公司始终坚持“质量为根、诚信是魂”的经营管理理念,连续多年来被工商行政管理局评定为重合同守信用单位。主要产品有: 内蒙古兴安HDPE克拉管等。公司拥有严格的管理制度,先进的生产工艺,高素质的销售团队,严谨的检测程序,明晰的财务管理,打造出了一支精诚合作团队。不断提高产品综合竞争力,在国内外市场享有良好的声誉。


施工步骤
材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。


6.1.2.管道各种连接应采用相应的专用连接工具。连接时严禁明火加热。6.1.3.管道连接宜应采用同种牌号级别,压力等级相同的管材、管件以及管道附件(不同牌号的管材以及管道附件之间的连接,应经过试验,判定连接质量能得到保证后,方可连接)。6.1.4.聚乙烯管材、管件与金属管、管道附件的连接,当采用钢制喷塑或球墨铸铁过度管件时,其过度管件的压力等级不得低于管材公称压力。6.1.5.在寒冷气候(-5℃以下)或大风环境条件下进行热熔或电熔连接操作时,应采取保护措施,或调整连接机具的工艺参数。
6.1.6.管道连接时,管材切割应采用专用割刀或切管工具,切割断面应平整、光滑、无毛刺,且应垂直于管轴线。6.1.7.管道连接后,应及时检查接头外观质量,不合格者必须返工。6.2.热熔连接:6.2.1.热熔连接工具的温度控制应,加热面温度分布应均匀,加热面结构符合焊接工艺要求。热熔连接前、后应使用洁净棉布擦净加热面上的污物。



