








鸿山金属制造有限公司拥有一批高素质的技术管理队伍以及【内蒙古兴安护栏立柱】完整的制造工艺,为客户打造出,节能,稳定,美观,实用的【内蒙古兴安护栏立柱】。高品质(鸿山金属制造有限公司家通过ISO9001质量体系,完善的售后回访制度,严格把关每一个细节,做到每个【内蒙古兴安护栏立柱】都在优化改进)高技术(鸿山金属制造有限公司坚持每年拿销售收入百分之十投入作为研发费用,与行业领头企业建立技术交流通道,不断吸收消化国际先进的【内蒙古兴安护栏立柱】技术)效率高(鸿山金属制造有限公司拥有十余台【内蒙古兴安护栏立柱】精加工设备,还有十余名行业技术人员,保证用短时间为客户做出质量好的【内蒙古兴安护栏立柱】产品)


1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
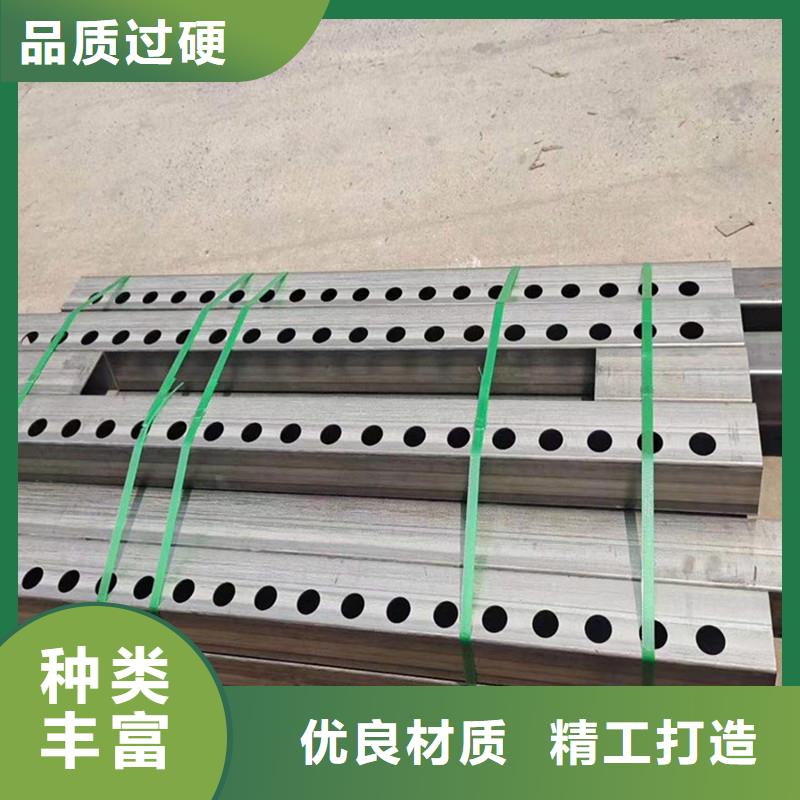
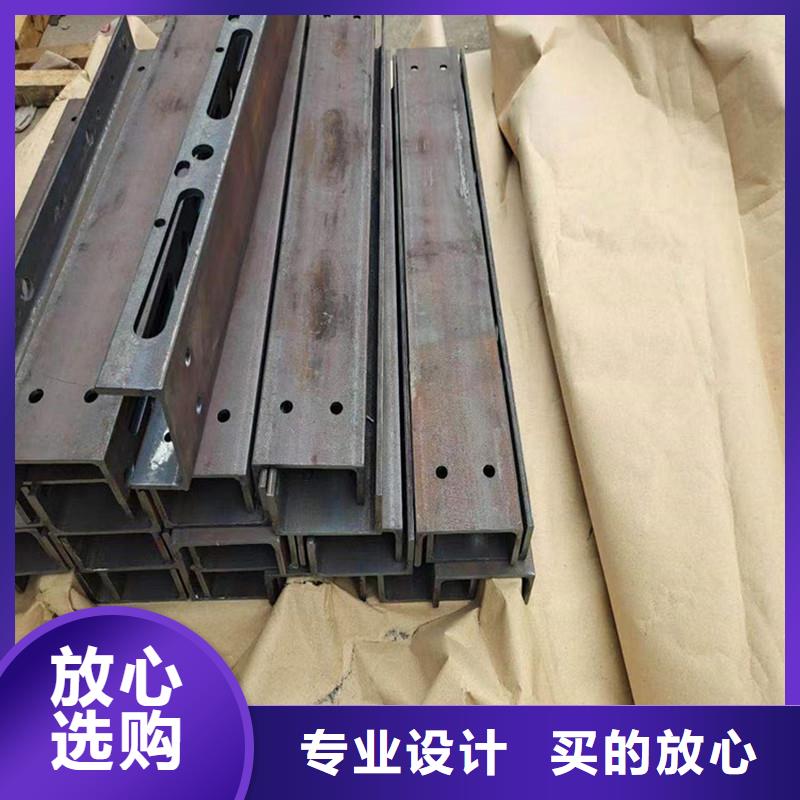
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
激光打孔是通过高功率密度、短时间停
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
留(低于激光切割)的脉冲热源进行打孔的激光
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中,首先使用打压缩空气切割
压缩空气也可以用来切割薄钢板。5- 6bar的气压足以吹走切口内熔化的金属。由于近80%的空气是氮气,压缩空气切割基本上是熔融切割。
等离子体辅助切割
如果参数选择得当,等离子体辅助切割切口会出现等离子云。等离子体云由电离的金属蒸气和电离的切割气体组成。等离子体云吸收CO2激光的能量并将其转化为工件,使更多的能量耦合到工件上,材料熔化速度更快,使切割速度更快。因此,这种切割过程也称为高速等离子切割。
事实上,激光切管相对于固体激光,等离子体云是透明的,所以CO2激光只能用于等离子体辅助熔化和切割。
探讨一下激光切割厚板难在哪里



不锈钢、铝合金及其他高温合金管道,通过特殊的 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。头,激光切管可以实现高精度、高灵敏度和高稳定性的切割;根据特殊截面管的加工要求,如椭圆管,管博士和其他异形管,特殊截面管的激光切割技术和激光切割的自动补偿技术可以开发管道变形和弯曲变形,从而解决缺陷引起的激光切割管本身。
折叠编辑本段主要工艺
1、卫生级镜面管工艺流程:
管坯--检验--剥皮--检验--加热--穿孔--酸洗--修磨--润滑风干--焊头--冷拔--固溶处理--酸洗--酸洗钝化--检验--冷轧--去油--切头--风干--内抛光--外抛光--检验--标识--成品包装
2、工业管工艺流程
管坯--检验--剥皮--检验--加热--穿孔--酸洗--修磨--润滑风干--焊头--冷拔--固溶处理--酸洗--酸洗钝化--检验
3、焊管工艺流程
开卷--平整--端部剪切及焊接--活套--成形--焊接--内外焊珠去除--预校正--感应热处理--定径及校直--涡流检测--切断--水压检查--酸洗--终检查--包装
4、无缝方管工艺流程
圆钢--管坯--检验--加热--穿孔--定径--热轧--平头--检验--酸洗--球型退火--冷拔--成型--齐口--检验
