




想要更直观地感受45°承插弯管十年生产经验产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:45°承插弯管十年生产经验的图文介绍


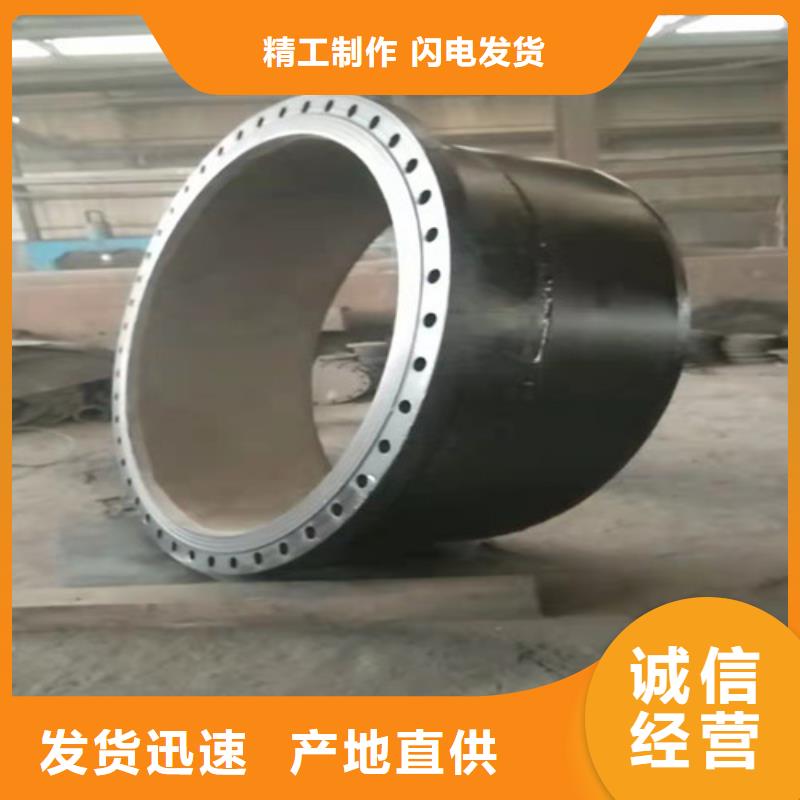
目前我公司的球墨铸铁管件产品规格DN80-DN800,亦可以按用户要求的其他标准安排生产。管件年产量达二百万余吨,已销往国内各省以及欧洲、中东、东南亚等 和地区。公司成立以来,一贯奉行"质量 "的宗旨,模具车间、机加工车间、水压车间、化验室、清砂车间等加工检测设备完善,并于2002年通过ISO9001:2000质量管理体系认证。球墨铸铁管件内外表面必须光洁,不允许有裂缝、冷隔、错箱等妨碍使用的明显缺陷,凡使壁厚减薄的局部缺陷允许存在,但其深度不得超过(2+0.05T)mm其中T为管体壁厚球墨铸铁管件法兰备用轮廓清晰,不允许有影响使用的铸造缺陷。征得需方同意,不影响使用的局部缺陷可予修补,但修补后的管件必须重新进行水压或气密性试验。



铸铁管件系列:三通系列(全承三通、双承单支盘三通、双承一插三通、承插单支盘三通、全盘三通、全承底三通、承插盘丁字管、双承丁字管、双承单盘底三通、全盘丁字管、双承单支盘丁字管、双承一丝三通、承插丝三通)四通系列(双承双盘四通、全承四通、双插双承四通、全盘四通)。其他配件系列(双盘短管、盲法兰盘、插盘短管、盘插短管、双承减缩管、、承插渐缩管、插承渐缩管、套筒、双盘弯管、双承弯管、承插弯管、伸缩器、堵漏器、抢修节等)。山东聊城格瑞管业有限公司主营:球墨铸铁管,柔性接口铸铁排水管、球墨铸铁管件的专业化大型企业. 在球墨管件、井盖铸造的生产工艺方面均达到国内先进水平。球铁管件严格执行国标GB13295-2003和国际标准ISO2531、EN545标准,井盖执行EN124标准。目前我公司的管件产品规格DN80-DN800,亦可以按用户要求的其他标准安排生产。管件年产量达二百万余吨,现我公司有大量球墨铸铁管和管件现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。公司实施"以人为本"的现代化管理体制,注重提高员工的整体素质。

球墨铸铁管管件是球墨铸铁管安装中必不可少的配件,球墨铸铁管管件是采用消失模铸造工艺完成的。其中常用的管件有插盘短管,承盘短管,双盘短管,承插弯头,承插盘三通,承插承三通及全承四通等相关配件。球墨铸铁管件是铸铁管的一种。质量上要求铸铁管的球化等级控制为1-3级(球化率》80%),因而材料本身的机械性能得到了较好的改善,具有铁的本质、钢的性能。退火后的球墨铸管,其金相组织为铁素体加少量珠光体,机械性能良好,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。现我公司有大量球墨铸铁管现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。公司实施"以人为本"的现代化管理体制,注重提高员工的整体素质。


山东球墨铸铁管件厂生产工艺先进,检验设备完善;集中频炉、离心铸管机、退火炉等高科设备于一体,长年可供应球墨铸铁管及配套管件20万吨。产品严格按照ISO2531际标准组织生产和检验,确保每根铸管均具有良好的机械性能合较长的使用寿命;公司先后通过ISO9001质量管理体系认证,ISO14001环境管理体系,管理体系认证,形成了完善的管理体系。球墨铸铁管的维护保养说要一直从其选型开始,在项目开工前我们就应该对所需用到的部件,如管材件、胶圈、弯头管件主要包括弯头、三通、四通、变径、盘承、盘插等全系列产品类型,等就能一次肉眼目测的外观检查,避免使用带病的部件。山东格瑞球墨铸铁管件配套管件有承盘短管,全盘三通 全盘四通 双盘弯头双承套管,插盘短管,双承弯管,承单支盘丁字管,承丁字管,双承渐缩管,双盘渐缩管,90°双盘弯管,45°双盘弯管,全盘丁字管,承插盘丁字管,双承丁字管,全承十字管,全盘十字管,90°承插弯管,22.54°承插弯管,三承一插十字管,承插双盘四通,承插渐缩管等。球墨铸铁配件沟槽管件多种管件可定制国标K9级材质。



如今,公司拥有一批技术精湛的 青海西宁耐酸板资深技术人才和洞悉市场走向、服务热情周到的营销人才。同时将企业价值观与经营理念潜移默化的传递给每位员工,从而塑造出一支具有高度凝聚力和忠诚度的员工队伍,正是每一个员工所发挥出来的工作热情和创造力,为企业的发展提供了源源不断的动力,打下了更坚实的基础。
裕昌钢铁有限公司全体员工将以优质的 青海西宁耐酸板产品和满意的服务迎接国内外广大客户的光临。


一般来说,在离心拔管生产球墨铸铁管件时,容易出现质量缺陷。一般有厚皮、气孔、针孔、夹渣 、渗漏等。主要缺陷为皮肤重、气孔和针孔。如何提高球墨铸铁管件质量?应该采取措施在铸铁管件 的管模具,避免稀疏冲管道内壁的铸铁管件模具,减少的速度冲管铸铁管件模具,使冲压点密集,甚至; 避免铸铁管件管模内壁浅冲,增加风压,磨好冲头,确保冲头深度合适。管道模具内表面的油脂和 杂质,特别是新使用的铸铁管模具,在使用前必须。对于有龟裂的铸铁管模具,使用时应适当 增加粉量;如果龟裂严重,必须及时更换铸铁管模具。措施调整槽的位置铸铁管件重皮缺陷的铸铁管 件的轴承部分由于不当的形状槽肘部或槽的肘和套接字之间的距离,有必要检查铸铁管件的生产设备 在生产和更换铸铁管件在必要时的滑槽。铁制弯头,调整铸铁管件离心主机下限,缩短溜槽出口与 插座的距离。很容易控制温度的热金属铸铁管道通过热金属的低温,低温管道内壁的模具将导致沉重 的皮肤缺损,和高温的热金属和增加的热气体排放会导致气孔缺陷。中频炉工艺应严格按照技术要求 提供合适的温度热金属,并在生产中离心机合理控制进出口温度和冷却速度。


