



我们公司是一家专业研发、销售和生产 江西新余钢衬塑管道。公司以创新产品和高端技术应用为导向,不断提供高品质产品和超值客户服务。公司研发生产的产品包括: 江西新余钢衬塑管道,得到了客户的一致认可,同时也为公司树立了良好的品牌形象,拥有了较好的知名度。 经营理念:凝聚科技创新力量,创造美好明天。


硫化制造技术要求:
1)安装硫化封头后:
密封面的衬胶层及密封圈须用模压硫化工艺生产。不应有径向贯通划痕。
硫化封头密封性好,须能保压0.6MPa以上。
2)硫化三要素:
按照作业指导书规定时间、温度、压力硫化,硫化工作必须严格依照材料的硫化曲线进行操作。
3)内衬固化后:
固化橡胶检验和接收后,紧接着要进行修整。应当磨去瑕疵和表面杂质以得到光滑、规整的表面。
粘接强度硫化试样及检验:
为了质量控制之目的,应随同正在安装内衬的高压蒸气负载的管子准备一个衬有橡胶并且粘接同一批次生胶板,备用检测粘接强度。粘接强度大于12KN/m,检验方法按GB/T 15254-2014 《硫化橡胶与金属粘接180°剥离试验》的规定执行。
外防腐技术要求(根据甲方要求实施)
1)钢管外壁处理
钢材表面油污,采用喷砂除锈,达到Sa 2.5级(SSPC称近白级),Sa 2.5级正式名称为:“非常彻底的喷射或抛射除锈”,其定义为:钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
2)三油两布,定型胶、刷胶、缠带。
3)GB 50268和SY/T 0447的要求,对防腐层进行外观、厚度、漏点和粘结力检验。外观、厚度、漏点应在防腐层实干后、充分固化前检验,粘结力可在实干或固化后检验



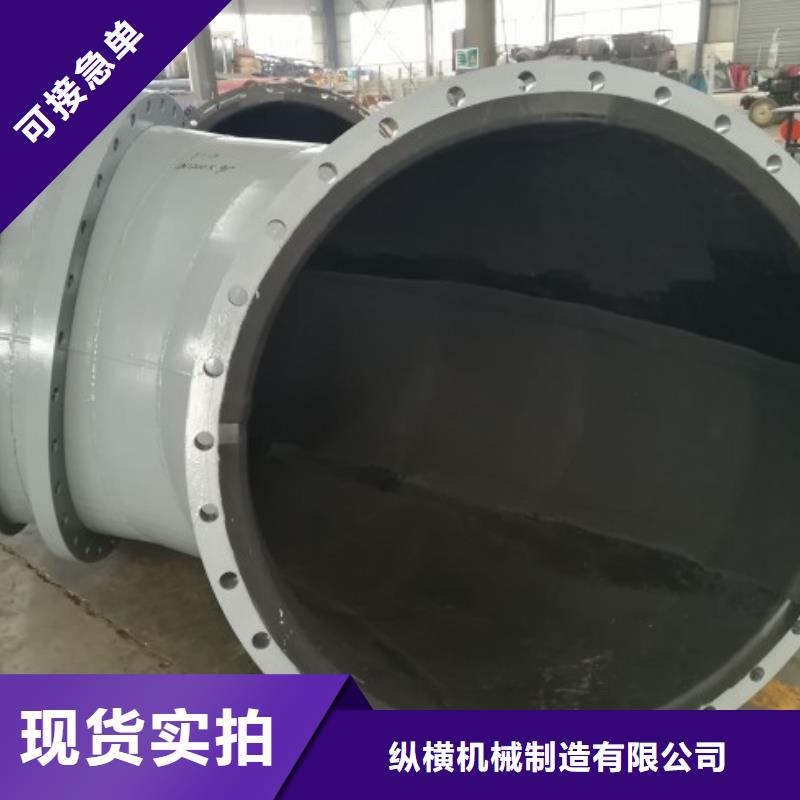
纵横机械携手乌拉卡煤矿集团矿石输送项目
近日,我公司与乌拉卡某集团合作矿石输送项目衬胶管道达成合作意向,由我公司技术人员对管道图纸进行一一拆分,按照我公司实际生产生产情况合理安排生产进度,对所生产的耐磨衬胶管道以及衬胶管件进行标示,方便安装。并对生产完成的衬胶管道喷涂灰色防锈漆两层,由生产方负责将货物运送到安装现场。
此次合作项目涉及DN1200MM、DN1000MM、DN800mm、DN500mm等几种型号的衬胶管道以及衬胶管件共计410吨,预计生产时间为30天左右。
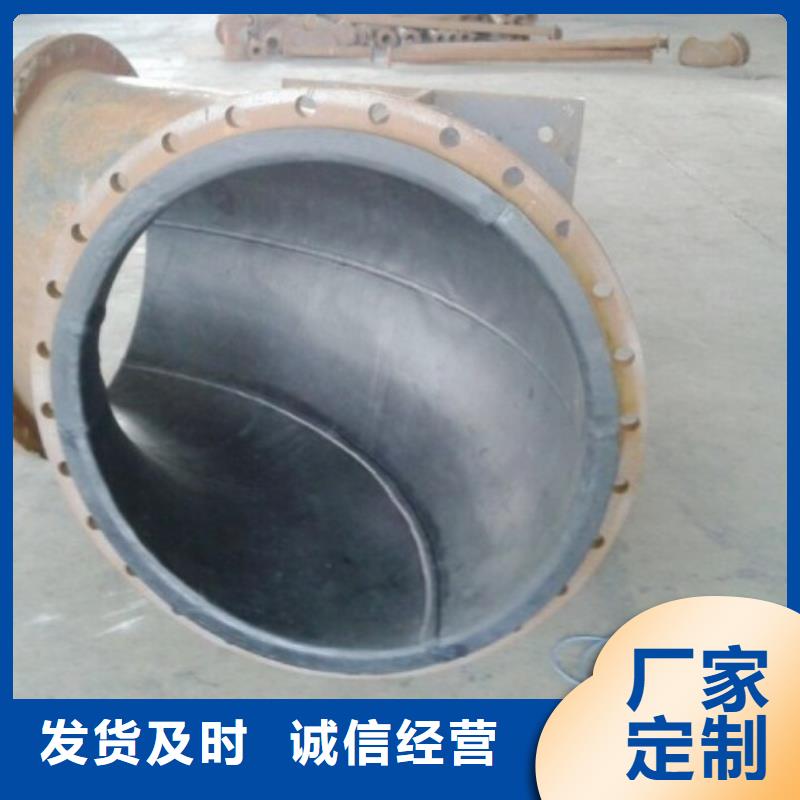
衬胶管道是一种环保型的材料,性能优良,适用领域广泛,今天,洛阳纵横机械关于这种衬胶耐磨管的性能和应用领域给大家做一个介绍。
衬胶管道利用橡胶的高耐磨性、高气密性、耐冲击性、高弹性、耐候性、耐辐射性、耐化学介质性等独特性能。使用性能优良的粘合剂,采用特殊的工艺复合硫化而成型,产品具有高耐磨、耐水锤冲击、耐酸碱盐腐蚀、抗高温、缓结垢、粘接强度高等独特优点。
此外,衬胶管道的运行阻力小、介质广、使用寿命长、节电节材等优点,可以减小输送介质对管壁的冲击力,广泛应用于冶金、电力、化工、石油、煤炭等工业的输送,既有磨损又有腐蚀的介质的管路设备。
检验方法
1、 衬胶管道表面检查 2、 衬胶管电火花检测 3、 衬胶管厚度检测 4、 衬胶管硬度检测
生产商选择建议
拥有自己独立的橡胶生产和检验设备
衬胶厂商拥有相对完整的管理体系
衬胶管到成品检验设备
现场勘察能力
独立售后服务团队



耐高温硫化橡胶衬胶管道批发
洛阳纵横生产耐高温硫化橡胶衬胶管道,碳钢衬胶管,循环浆液衬胶管的大型企业,衬胶管道技术成熟,价格实惠,工期短,发货快,产品畅销山西,陕西,河南,甘肃,青海,宁夏,广东,广西,山东,河北,安徽,海南,湖北,湖南,四川等地。
防腐衬胶管道的其主要特点耐磨性能好,使用周期长,经矿山、化工、电力等用户使用,衬胶钢管耐磨性能是普通钢管的8倍以上,可连续使用10-15。
高温硫化橡胶管道耐磨性能是钢管的二十倍以上,陶瓷的四倍以上.
耐高温硫化橡胶衬里管道温度适应:防腐衬胶钢管可以在-40度――+140度的范围内使用,耐高温硫化橡胶衬里管道,衬胶层不会因温度变化而与钢架脱开。
耐高温硫化橡胶衬里管道性能好:高温硫化橡胶管道可耐酸、碱、盐、海水及污水等的腐蚀,可在复杂苛刻的化学腐蚀环境中使用。
耐高温硫化橡胶衬里管道运行阻力小:降低能耗,本公司生产的衬胶钢管筒采用压出工艺生产,高温硫化橡胶管道内壁光滑;重量轻,易安装,维护和运输方便。
防腐衬胶钢管的钢架起承压作用,可减薄到承压程度,期重量比普通钢管轻20――30%,且衬胶钢管不怕磕碰,衬里不会破裂,衬胶钢管因使用寿命比钢管提高若干倍,寿命期内年平均投资低。


衬胶管道制造过程控制及技术要求
1)衬胶工艺要求:
TROTOP衬胶复合管的制造工艺要求:
钢橡复合管和管件应采用挤出无缝胶管、气囊吹胀法复合并且是高压蒸汽热硫化工艺制造。
2)下料组焊
根据买方盖章图纸要求的长度,及生产工艺切割钢管;
a、点焊法兰
点焊注意法兰与钢管垂直。
b、焊接:
待质检人员检查合格后在二保自动焊接机上进行焊接,保证贴衬焊缝表面无焊接裂纹、气孔、未焊透、咬边、夹渣、飞溅、弧坑、焊瘤等缺陷,所有焊缝采用双面焊全焊透,所有焊接密闭间隙开设排气孔,超声波检测(UT) ,X射线照相检测(RT)5%,压力试验。
焊接执行API 1104,超声波检测符合GB11345-2013, GB 50184-2011 标准规定。
c、加长
对于需焊接接长的管件,管内外焊缝表面均应打磨光滑。 对焊缝外观进行检查,不得存在裂纹、咬边、气孔等危害性缺陷。
d、打磨:
拐角处圆滑过度,圆角半径符合技术规格书和图纸要求,凸面圆角半径大于等于5mm,凹角面大于8mm。
3)表面处理
a、使用压缩空气前
分离器下游的空气质量必须通过将空气吹入干净的白色吸墨纸或布两分钟来测试其是否被污染、油污或受潮。测试应当在每班开始和结束时进行并且间隔不超过4 小时。同时应当在空压机作业后进行测试。只有测试显示肉眼看不到压缩空气中没有污物、油或水汽时才可以使用。如果有污染的迹象,应对空压机进行检修并且按照上面的描述重新检查空气质量。
b、露点控制:
表面温度 至少应保持在高于露点3oC,并且不超过相对湿度。如果由于外界环境的影响,不保持在此环境下会有风险,那就要使用去湿设备或者加热设备。
c、喷砂
碳钢衬胶基体表面处理等级达到Sa2.5。即:喷砂至金属白色,完全氧化皮、锈及其它杂质,残留仅为斑点或条纹阴影,磨料、积灰。粗糙度必须符合基体表面粗糙度的要求粗糙度RZ≥60μm。
d、脱脂、清洗:
表面进行处理后,应将钢管表面附着的灰尘及磨料清理干净,用甲苯或汽油清洗。
e、涂刷底漆:
脱脂后立即涂刷西邦粘接剂。先刷底胶,待干燥后再刷面胶,待干燥后两头封好,存放在指定地点待用。从表面处理完毕至完成外表面粘接剂的间隔时间,长不应超过24h。



