




我们的现场实拍视频将带您走进水下打捞公司电话-承接各种水下施工产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:水下打捞公司电话-承接各种水下施工的图文介绍


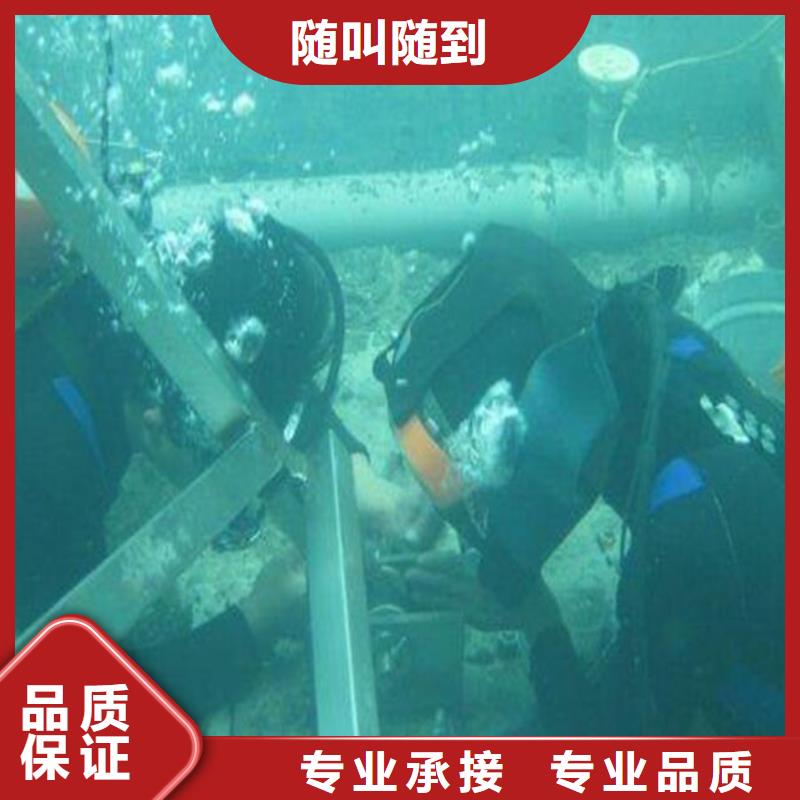
水下堵漏配管管外壁设置有通道环。截长40米/截长,钢管厂生产。经防腐蚀处理后运至施工现场,单管 (长40米)60吨左右。堵塞的水下管道多埋在水下的土层里。适用于深水长距离铺设。海洋排水系统的登陆位置往往在潮差范围内,而浪区易受风浪 、潮流和冰层的影响。请在规划设计中考虑到措施。水下管道的封堵是在河流、湖泊和海洋中铺设的管道,用来输送气体和疏松固体。 水深 、地形等条件不影响水下管道堵塞,且输送效率高,能耗低。 将梁头、两端焊接在水中,将桩基置于桩的两侧,梁的底部显示在潜水员的水中,这取决于中间桩的位置。 此外,梁的悬吊面下降后,中间的桩基定位于标记位置,并将其焊接 在梁的底部,这样,三根梁底部的桩基 就可以烧结成水中与桩间距的梁。



盛龙水下堵漏封堵切割打捞焊接作业工程有限公司致力于【江西新余蛙人潜水公司】的生产与销售。公司本着品种多、质量优、价格低、服务好的宗旨,不断开发、创新【江西新余蛙人潜水公司】产品,以满足日益发展的市场需求。
盛龙水下堵漏封堵切割打捞焊接作业工程有限公司因地处城市的中心地带,优越的地理位置,便捷的交通环境,使得本就茁壮生命力的【江西新余蛙人潜水公司】产品在广阔的市场潜力面前拥有了巨大的开发价值。
欢迎广大新老客户来电来函与本公司洽谈业务。我们相信,当您购买了我们的【江西新余蛙人潜水公司】产品后不是一笔交易的结束,而是我们长期合作的开始。时间将证明,我们就是您的正确选择!


首先、降水排水
该步骤需要用泥浆泵将检查井内污水排出至井底淤泥。将需要疏通的管线进行分段,分段的办法根据管径与长度分配,相同管径两检查井之间为一段。
第二步、稀释淤泥
该步骤需要高压水车把分段的两检查井向井室内灌水,使用疏通器搅拌检查井和污水管道内的污泥,使淤泥稀释;人工要配合机械不断地搅动淤泥直至淤泥稀释到水中。
第三步、吸污
该步骤需要吸污车将两检查井内淤泥抽吸干净,两检查井剩余少量的淤泥向井室内用高压水枪冲击井底淤泥,再一次进行稀释,然后进行抽吸完毕。
第四步、截污
该步骤需要设置堵口将自上而下的一个工作段处用封堵把井室进水管道口堵死,然后将下游检查井出水口和其他管线通口堵死,只留下该段管道的进水口和出水口。
第五步、清洗车疏通
该步骤需要使用高压清洗车进行管道疏通,将高压清洗车水带伸入上游检查井低部,把喷水口向着管道流水方向对准管道进行喷水,污水管道下游检查井继续对室内淤泥进行吸污。
第六步、通风
该步骤需要施工人员进入检查井前,井室内必需使大气中的氧气进入检查井中或用鼓风机进行换气通风,测量井室内氧气的含量,施工人员进入井内必需佩戴带、防毒面具及氧气罐。
第七步、水下清淤
该步骤需要在下井施工前对施工人员措施安排完毕后,对检查井内剩余的砖、石、部分淤泥等残留物进行人工清理,直到清理完毕为止。



泵吸式水下清淤: 也称为射吸式清淤,它将水力冲挖的水枪和泥浆泵同时装在1个圆筒状罩子里,由水枪射水将底泥搅成泥浆,通过另一侧的泥浆泵将泥浆吸出,再经管道送至岸上的堆场,整套机具都装备在船只上,一边移动一遍。而另一种泵吸法是利用压缩空气为动力进行吸排淤泥的方法,将圆筒状下端有开口泵筒在重力作用下沉入水底,陷入底泥后,在泵筒内施加负压,软泥在水的静压和泵筒的真空负压下被吸入泵筒。然后通过压缩空气将筒内淤泥压入排泥管,淤泥经过排泥阀、输泥管而输送至运泥船上或岸上的堆场中。
泵吸式清淤(清淤利器:新型立式泥浆泵)的装备相对简单,可以配备小中型的船只和设备,适合进入小型河道施工。一般情况下容易将大量河水吸出,造成后续泥浆处理工作量的增加。同时,我国河道内垃圾成分复杂、大小不一,容易造成吸泥口堵塞的情况发生。
泵吸式清淤(清淤利器:新型立式泥浆泵)的装备相对简单,可以配备小中型的船只和设备,适合进入小型河道施工。一般情况下容易将大量河水吸出,造成后续泥浆处理工作量的增加。同时,我国河道内垃圾成分复杂、大小不一,容易造成吸泥口堵塞的情况发生。


水下焊接特点
水下环境使得水下焊接过程比陆上焊接过程复杂得多,除焊接技术外,还涉及到潜水作业技术等诸多因素,水下焊接的特点是:
1、可见度差,水对光的吸收、反射和折射等作用比空气强得多,因此,光在水中传播时减弱得很快。另外焊接时电弧周围产生大量气泡和烟雾,使水下电弧的可见度非常低。在淤泥的海底和夹带沙泥的海域中进行水下焊接,水中可见度就更差了。
2、焊缝含氢量高,氢是焊接的大敌,如果焊接中含氢量超过允许值,很容易引起裂纹,甚至导致结构的破坏。水下电弧会使其周围水产生热分解,导致溶解到焊缝中的氢增加,水下焊条电弧焊的焊接接头质量差与氢含量高是分不开的。
3、冷却速度快,水下焊接时,海水的热传导系数高,是空气的20倍左右。若采用湿法或局部法水下焊接时,被焊工件直接处于水中,水对焊缝的急冷明显,容易产生高硬度淬硬组织。因此,水下堵漏只有采用干法焊接时,才能避免冷效应。
4、压力的影响,随着压力增加,电弧弧柱变细,焊道宽度变窄,焊缝高度增加,同时导电介质密度增加,从而增加了电离难度,电弧电压随之升高,电弧稳定性降低,飞溅和烟尘增多。
水下环境使得水下焊接过程比陆上焊接过程复杂得多,除焊接技术外,还涉及到潜水作业技术等诸多因素,水下焊接的特点是:
1、可见度差,水对光的吸收、反射和折射等作用比空气强得多,因此,光在水中传播时减弱得很快。另外焊接时电弧周围产生大量气泡和烟雾,使水下电弧的可见度非常低。在淤泥的海底和夹带沙泥的海域中进行水下焊接,水中可见度就更差了。
2、焊缝含氢量高,氢是焊接的大敌,如果焊接中含氢量超过允许值,很容易引起裂纹,甚至导致结构的破坏。水下电弧会使其周围水产生热分解,导致溶解到焊缝中的氢增加,水下焊条电弧焊的焊接接头质量差与氢含量高是分不开的。
3、冷却速度快,水下焊接时,海水的热传导系数高,是空气的20倍左右。若采用湿法或局部法水下焊接时,被焊工件直接处于水中,水对焊缝的急冷明显,容易产生高硬度淬硬组织。因此,水下堵漏只有采用干法焊接时,才能避免冷效应。
4、压力的影响,随着压力增加,电弧弧柱变细,焊道宽度变窄,焊缝高度增加,同时导电介质密度增加,从而增加了电离难度,电弧电压随之升高,电弧稳定性降低,飞溅和烟尘增多。



