


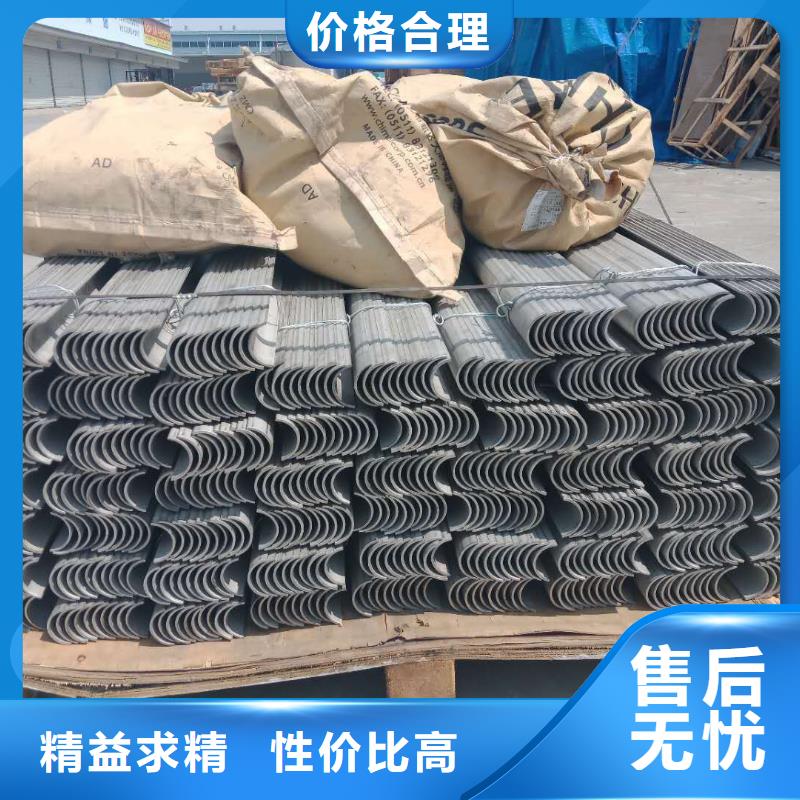
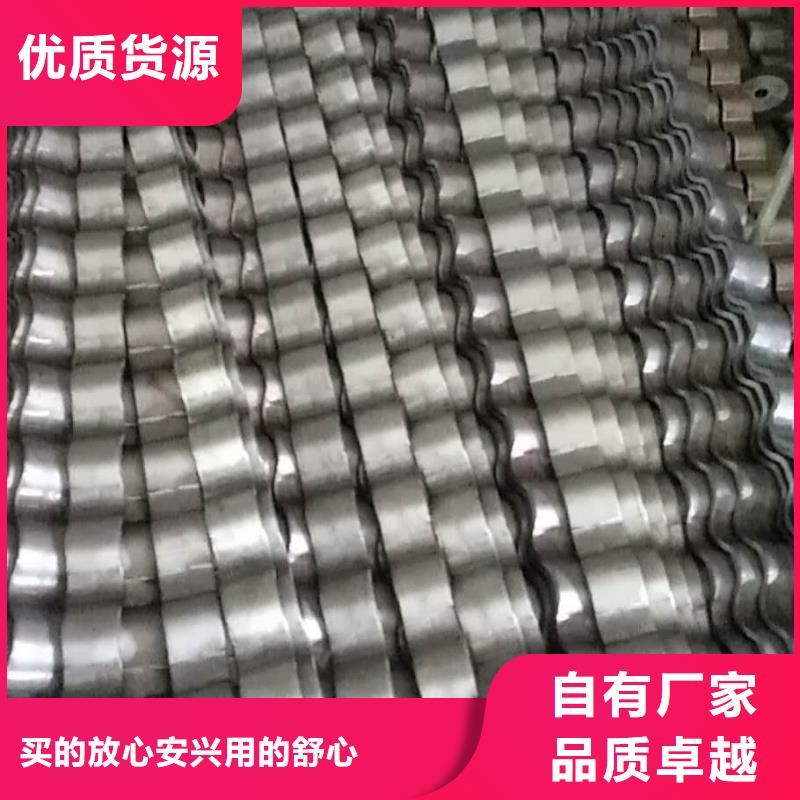

防磨瓦的截面形状大部分是半圆形(180度),也有120—160度的,主要使用在带鳍片的管子上(水冷壁);防磨瓦分为直防磨瓦、内弯防磨瓦、外弯防磨瓦、侧面弯防磨瓦、S型弯防磨瓦等。直防磨瓦长度20mm—3000mm不等,一般长度1000-2000mm比较常用见;带弯的防磨瓦一般要求提供加工图纸,并且图纸上要有以下参数:所使用管子外径、所使用管子弯曲半径R(到管子中心)、弯曲角度度数及防磨瓦弧段两边的直段长度。
防磨瓦的基本参数就是所使用的管子的外径φ(也就是防磨瓦的内径),管子主要规格有:32、38、42、44.5、48、51、57、60、63.5、76、89mm等等;防磨瓦内径通常比所使用管子外径大1-3mm不等,具体根据实际要求。


一种是钟罩式大风帽,再者是“7”字形导向风帽,当然还有其它一些不同类型的风帽,
如伞状、柱状等等。小风帽的特点是风帽孔径较小,布风均匀性较好,
但因其设计间距过小而导致的磨损现象较普遍,再加上国内流化床的煤粒度一般都是宽筛分的,
此磨损现象尤为严重。另外,送风压在运行中会产生波动,导致床料回返至风室的现象,
而床料回返至风室中以后更会加重对风帽内腔和出风孔部位的磨损,返回的床料积攒多了也会阻碍送风通流,
严重危及锅炉的运行。大风帽的特点是风帽孔径较大,达到临界流化以后湍流强度较大,
其设计间距较大因此能有效避免风帽对吹而引起的磨损,又因其一般采用迷宫式设计,
所以基本没有床料回返至风室的现象。一般大风帽的使用寿命相对比较长一些。



防磨瓦的制作工艺先期以铸造为主,但是铸造的防磨瓦制作工期长(20—50天),焊接性能差,焊接不牢固,成本高(压制防磨瓦的两倍以上);现在的防磨瓦制作都是采用较高压力的压力机、专业模具压制,制作时间短,焊接性能好、焊接不宜脱落,表面光滑,外观漂亮。带弯防磨瓦通过在压力机上压制成型或者在弯管机上用专用磨具弯制而成。
我们始终坚持“诚经营,用户至上”的经营理念,努力实现以优质的产品、优的质量、合理的价格、完善的服务答谢新老顾客户,销售网络现已遍布全国各地。公司全体同仁热忱欢迎新老朋友光临、惠顾、指导,让我们携手共进,共创辉煌!



本公司是一家专营 河南许昌炉排片的专业的 河南许昌炉排片生产厂家,公司秉承顾客至上,务实的企业精神与经营理念,赢得多个地区客户的信赖和认同,希望各位新老顾客,多多关照,东腾特钢有限公司会继续为各位顾客服务!


金属材料的机械性能
金属材料的性能一般分为工艺性能和使用性能两类。所谓工艺性能是指机械零件在加工制造过程中,金属材料在所定的冷、热加工条件下表现出来的性能。金属材料工艺性能的好坏,决定了它在制造过程中加工成形的适应能力。由于加工条件不同,要求的工艺性能也就不同,如铸造性能、可焊性、可锻性、热处理性能、切削加工性等。所谓使用性能是指机械零件在使用条件下,金属材料表现出来的性能,它包括机械性能、物理性能、化学性能等。金属材料使用性能的好坏,决定了它的使用范围与使用寿命。



