



铜止水生产厂家价格优惠的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是:铜止水生产厂家价格优惠的图文介绍


焊接点的上锡数量焊接点上的焊锡数量不能太少,太少了焊接不牢,机械强度也太差。而太多容易造成外观一大堆而内部未接通。焊锡应该刚好将焊接点上的元件引脚全部浸没,轮廓隐约可见为好。注意烙铁和焊接点的位置初学者在焊接时,一般将电烙铁在焊接处来回移动或者,这种方法是错误的。
虚焊较难发现,可用镊子元件引脚轻轻拉动,如发现摇动应立即补焊电烙铁的基本使用方法电烙铁是电子焊接中常用的工具,作用是将电能转换成热能对焊接点部位进行加热焊接,其是否成功很大一部分是看对它的操控怎么样了,因此某种角度上来说电烙铁的使用依靠的是一种手法感觉。
正确的方法是用电烙铁的搪锡面去焊接点,这样传热面积大,焊接速度快。4.焊接后的检查焊接结束后必须检查有无漏焊、虚焊以及由于焊锡流淌造成的元件短路。一般来说,电烙铁的功率越大,热量越大,烙铁头的温度也就越高。
虚焊较难发现,可用镊子元件引脚轻轻拉动,如发现摇动应立即补焊电烙铁的基本使用方法电烙铁是电子焊接中常用的工具,作用是将电能转换成热能对焊接点部位进行加热焊接,其是否成功很大一部分是看对它的操控怎么样了,因此某种角度上来说电烙铁的使用依靠的是一种手法感觉。
正确的方法是用电烙铁的搪锡面去焊接点,这样传热面积大,焊接速度快。4.焊接后的检查焊接结束后必须检查有无漏焊、虚焊以及由于焊锡流淌造成的元件短路。一般来说,电烙铁的功率越大,热量越大,烙铁头的温度也就越高。



坚持以质量求生存,以效益求发展,以服务求信誉的经营方针,始终将用户的需求作为自己的奋斗目标。公司以市场为中心实施科技发展战略,不断研制开发新 广东阳江沥青麻绳产品,扩展经营领域,推动企业的发展,力争为客户提供满意的 广东阳江沥青麻绳产品和优质的服务。


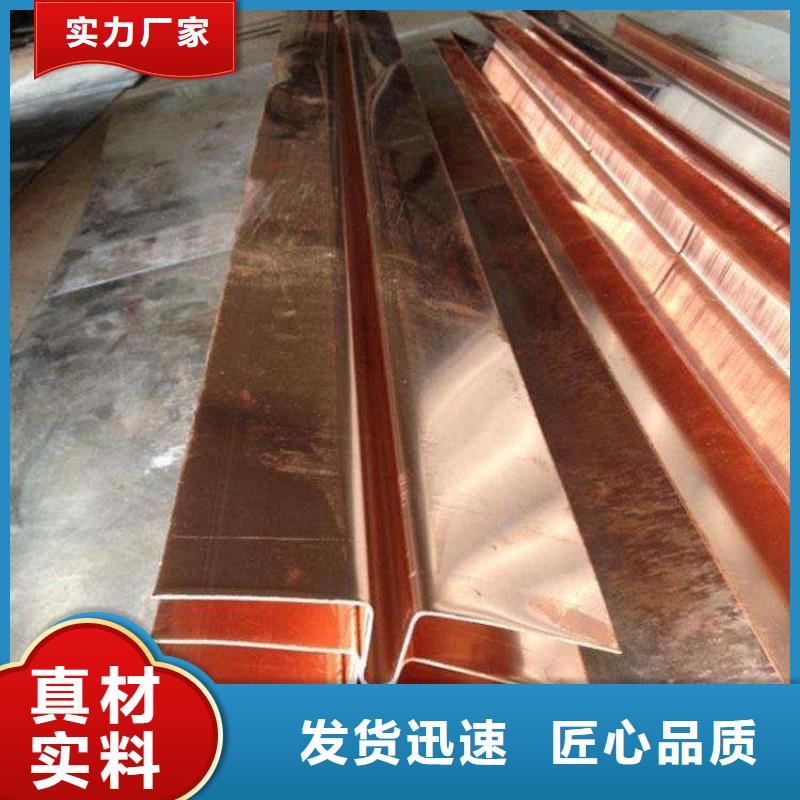
紫铜止水带装方法和主要特点性质及用途
止水带系施工安装方法及注意事项
1、橡胶止水带在进行安装时应平整,表面的浮皮、锈污、油渍均应干净。如有砂眼、钉孔、裂纹应予焊补。如果现场接长宜用搭接焊。搭接长度应不小于20mm,且应双面焊接(包括“鼻子”部分)。经试验能够保证质量亦可采用对接焊接,但均不得采用手工电弧焊。
2、如果是钢边橡胶止水带采用焊接接头表面应光滑、无砂眼或裂纹,不渗水。在工厂加工的接头应抽查,抽查数量不少于接头总数的20%。在现场焊接的接头,应逐个进行外观和渗透检查合格。
3、止水带在安装应准确、牢固,其鼻子中心线与接缝中心线偏差±5㎜。定位后应在鼻子空腔内满填塑性材料。不得使用变形、裂纹和撕裂的聚氯乙稀(PVC)或橡胶止水带。
4、橡胶止水带连接宜采用硫化热粘接;PVC止水带的连接,按厂家要求进行,可采用热粘接(搭接长度不小于10㎝)。接头应逐个进行检查,不得有气泡、夹渣或假焊。止水带的接头必要时进行强度检查,抗拉强度不应低于母材强度的75%。
5、如果橡胶止水带与PVC止水带接头,宜采用螺栓栓接法(俗称塑料包紫铜),栓接长度不宜小于35㎝。止水带安装应由模板夹紧定位,支撑牢固。水平止水片(带)上或下50㎝范围内不宜设置水平施工缝。如无法避免,应采取措施把止水片(带)埋入或留出。橡胶止水带采用的防水方案,橡胶止水带超前止水的方法很多。
止水带系施工安装方法及注意事项
1、橡胶止水带在进行安装时应平整,表面的浮皮、锈污、油渍均应干净。如有砂眼、钉孔、裂纹应予焊补。如果现场接长宜用搭接焊。搭接长度应不小于20mm,且应双面焊接(包括“鼻子”部分)。经试验能够保证质量亦可采用对接焊接,但均不得采用手工电弧焊。
2、如果是钢边橡胶止水带采用焊接接头表面应光滑、无砂眼或裂纹,不渗水。在工厂加工的接头应抽查,抽查数量不少于接头总数的20%。在现场焊接的接头,应逐个进行外观和渗透检查合格。
3、止水带在安装应准确、牢固,其鼻子中心线与接缝中心线偏差±5㎜。定位后应在鼻子空腔内满填塑性材料。不得使用变形、裂纹和撕裂的聚氯乙稀(PVC)或橡胶止水带。
4、橡胶止水带连接宜采用硫化热粘接;PVC止水带的连接,按厂家要求进行,可采用热粘接(搭接长度不小于10㎝)。接头应逐个进行检查,不得有气泡、夹渣或假焊。止水带的接头必要时进行强度检查,抗拉强度不应低于母材强度的75%。
5、如果橡胶止水带与PVC止水带接头,宜采用螺栓栓接法(俗称塑料包紫铜),栓接长度不宜小于35㎝。止水带安装应由模板夹紧定位,支撑牢固。水平止水片(带)上或下50㎝范围内不宜设置水平施工缝。如无法避免,应采取措施把止水片(带)埋入或留出。橡胶止水带采用的防水方案,橡胶止水带超前止水的方法很多。



只有经过大量的、认真的焊接实践,才能避免这两种情况。焊接电路板时,一定要控制好时间。太长,电路板将被烧焦,或造成铜箔脱落。从电路板上拆卸元件时,可将电烙铁头贴在焊点上,待焊点上的锡熔化后,将元件拔出。焊接时候助焊剂(和焊油)是关键,新鲜的和无腐蚀性的焊油可以帮助你很好的完成焊接,而且可以让表面光洁漂亮,使用的时候可以多用点助焊剂焊接也是关键在维修制作过程中,焊接工作是必不可少的。
它不但要求将元件固定在电路板上,而且要求焊点必须牢固、圆滑,所以焊接的好坏直接影响到电子制作的成功与否,因此焊接是每一个电子制好者必须掌握的基本功,现在将焊接的要点介绍一下:1.电烙铁的选择电烙铁的功率应由焊接点的大小决定,焊点的面积大,焊点的散热速度也快,所以选用的电烙铁功率也应该大些。
它不但要求将元件固定在电路板上,而且要求焊点必须牢固、圆滑,所以焊接的好坏直接影响到电子制作的成功与否,因此焊接是每一个电子制好者必须掌握的基本功,现在将焊接的要点介绍一下:1.电烙铁的选择电烙铁的功率应由焊接点的大小决定,焊点的面积大,焊点的散热速度也快,所以选用的电烙铁功率也应该大些。
