




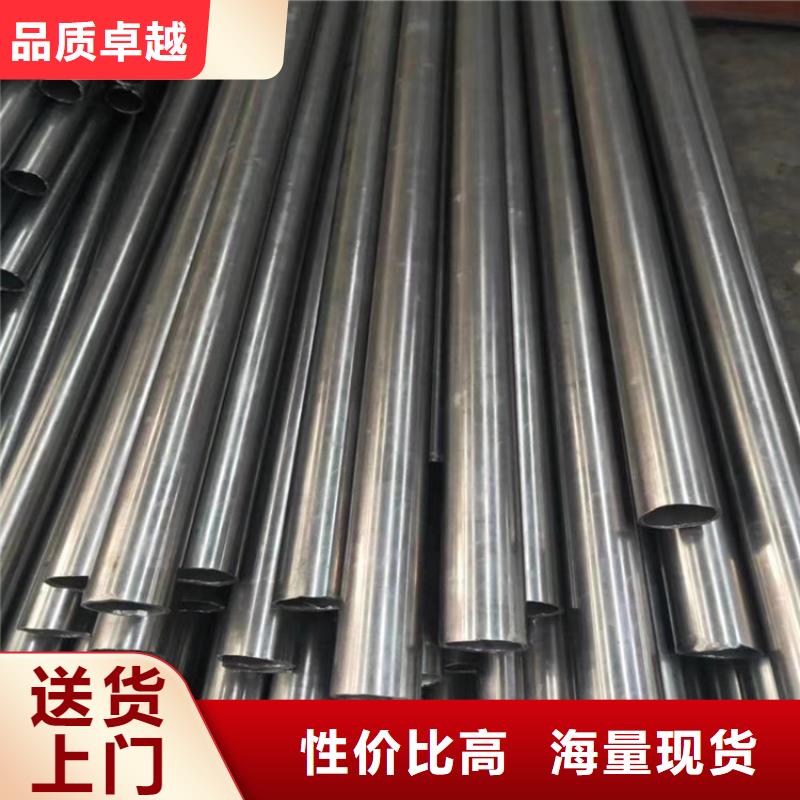
精密钢管35crmo生产加工视频中的每一个细节,都仿佛在诉说着产品的故事,让你在欣赏的同时,也能深深地感受到它的价值与意义。
以下是:精密钢管35crmo生产加工的图文介绍

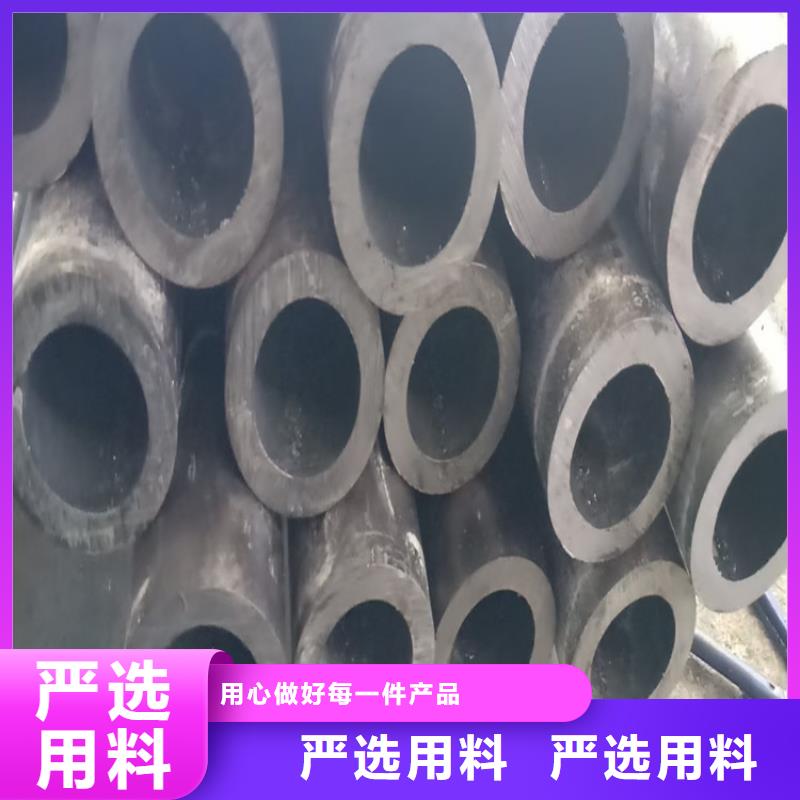
20cx无缝钢管如何减量化生产 1,加热温度为避免20or无缝钢管保温时间过长而造成过热或过烧现象发生,16mn无缝钢管驱动装置变化的速度出炉温度控制在1170C,无缝方矩管均匀时间30min左右,总加热时间控制在3- 4ho 2,q345无缝钢管-16mn无缝钢管-20cr无缝钢管-45#无缝钢管-40CR合金无缝管-无缝方矩管新景天特钢有限公司轧钢工艺 减量化前,板坯中I和在钢中作为置换原子,16mn无缝钢管驱动装置变化的速度对铁素体晶界的溶质和C原子的扩散都有拖曳作用,无缝方矩管冷速不宜过快,无缝方矩管降低了Ar3转变温度。减里化后,随着20cx无缝钢管内m含里降低,相变温度升高:钢板在轧制后较高的温度区间就发生铁素体和珠光体转变,因此轧制温度提高30C。 3,冷却工艺为保证20cr无缝钢管性能,得到更细的晶粒度,采用ACC对钢板进行冷却。为得到F +P组织且防止产生异常组织,冷速不宜过


轧制无缝钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中



广顺物资 有限公司秉承自主创新的理念,始终坚持把科技创新作为企业生存与发展的源泉和动力,不断加大投入。在 广东阳江汽车半轴管的产业背景、公司经营指标连年增长。




