


想要一睹数控折弯钢板焊接成型来料加工产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:数控折弯钢板焊接成型来料加工的图文介绍


识别钣金厂用的304与201不锈钢板的简单方法304不锈钢因其卓越的耐腐蚀性往往被用着内层(即直接与水),201不锈钢因为耐腐蚀性较差,不能用着内层,往往被用在保温水箱的外层。但是201比304价格低廉,往往会被一些不良商家冒充304使用,用201不锈钢制作的不锈钢水箱使用寿命极短,往往1-2年就能被水腐蚀,给使用者留下隐患。 下面教大家用简单的方法识别这两种材质:不锈钢水箱用到的304与201不锈钢,表面通常为亚光。所以我们通过看、手触摸的方式鉴别。看304不锈钢具有很好的光泽发亮,手触摸很顺滑;201不锈钢则颜色发暗没有光泽,触摸有比较粗糙不光滑的感觉。 另外将手沾湿水,分别触摸2种不锈钢板,触摸后304板上的水渍手印比较容易擦除,201不容易擦除。用磨光机装上砂轮片轻轻打磨两种板,打磨时201板的火花比较长、粗、多,反之304板的火花比较短、细、少。打磨时力量务必轻,且2种打磨力道一致,方便区别。 用不锈钢酸洗膏分别涂抹在2种不锈钢板上。2分钟后,看涂抹处不锈钢颜色的变化。颜色发黑为201,发白或不变色为304三、什么样的不锈钢不易生锈。影响不锈钢锈蚀的主要因素有三点:其一:合金元素的的含量,一般地说铬的含量在10.5%钢就不易生锈了。



10多年来,中工金属材料有限公司一路走来,风雨兼程,有成功也有挫折;未来的日子,我们誓写历史新篇章,与您共创快乐生活!公司理念:以市场需求为导向,以 江苏扬州钣金加工产品质量为中心;传播快乐,未来。经营方针:诚信是资本,质量是生命,创新是动力。企业精神:创新、团结、拼搏。


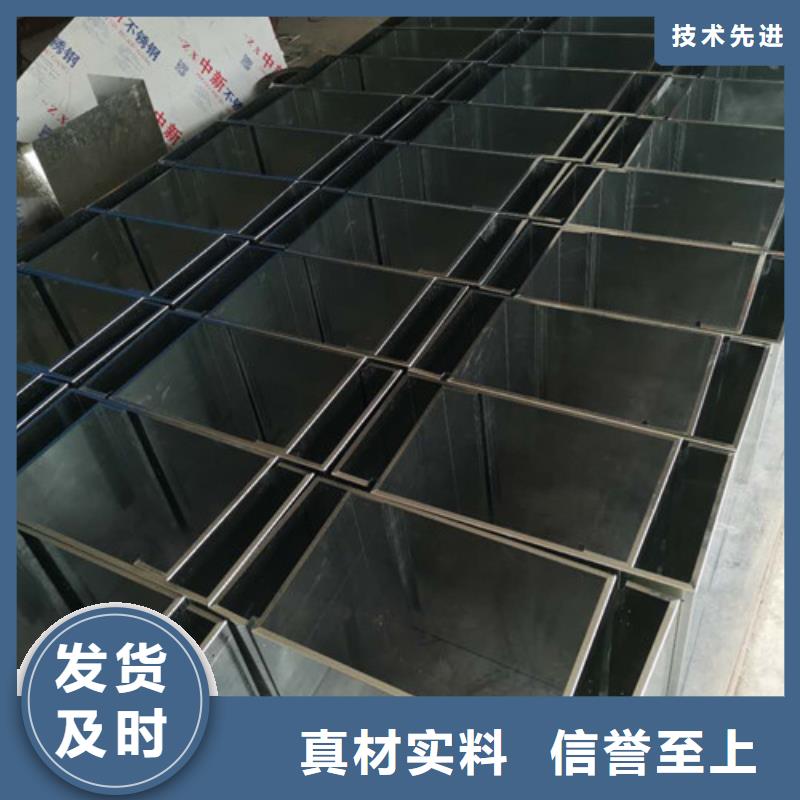
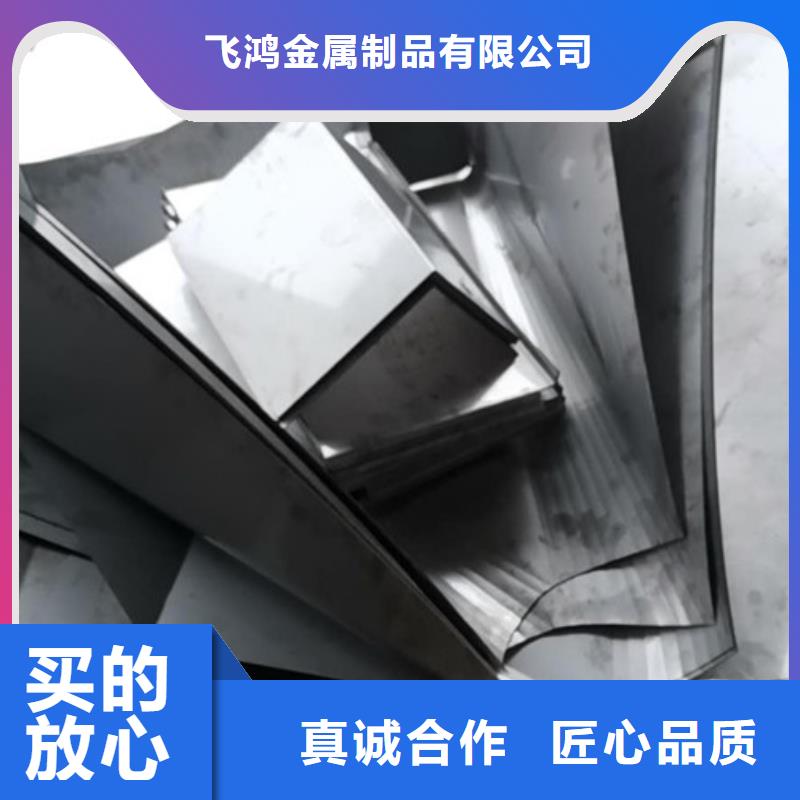
焊接之前应彻底除掉有害于焊接的锈 、油、水份、油漆等,选定适合钢种的焊条。点焊时间距比碳钢点焊间距短,除掉焊渣时应使用不锈钢刷。焊完以后,为了防止局部腐蚀或强度下降,应对表面进行研磨处理或清洗。 切断以及冲压:由于不锈钢比一般材料强度高,所以冲压以及剪切时需要更高的压力,而刀与刀间隙正确时才能不发生切变不良和加工硬化, 采用等离子或激光切断,当不得不采用气割或电弧切断时,对热影响区进行研磨以及必要进行热处理。 簿板可以折弯到180,但为了减少弯面的裂纹同半径大小 2倍板厚的,厚板沿压延方向时给2倍板厚半径,与压延垂直方向弯曲时给4倍板厚的半径是有必要的,特别是在焊接时,为了防止加工开裂应对焊接区进行表面研磨。 施工以及施工留意点:为了防止施工时产生划伤以及污染物附着,贴膜状态下进行不锈钢施工。但是随着时间的延长,粘贴液的残留按照贴膜使用期限,施工以后除掉贴膜时应进行表面洗涤,并使用专用不锈钢工具,与一般钢清洁公用工具时,为了不让铁屑粘着应进行清扫。 应留意不让具有很强腐蚀性的磁性以及石奢清洁用药物接触到不锈钢表面,若接触时应立即进行洗涤。施工建设结束后应用中性洗涤剂以及水洗涤表面附着的水泥、粉灰等到物。



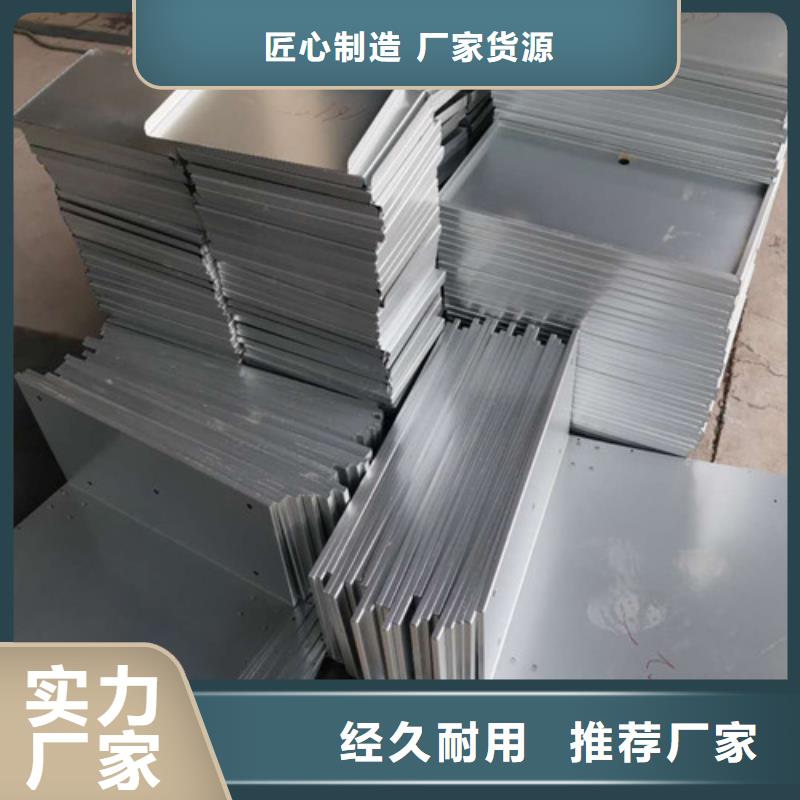
通常情况下,激光焊接主要分为热导焊与深熔焊两类。焊接变形产生的危害及影响焊接变形的主要因素影响焊接变形的主要因素有焊接电流、脉宽及遥。由此可见,加强对焊接变形的有效控制势在必行。其能够利用较少的试验获取有效的结果,并推断出实施方案。 如对于厚度为0.5mm的不锈钢板,电流可以控制在80~96I/A之间;为2~5f/Hz之间等。正交表的选择通常情况下,试验因素水平数应与正交表中的水平数相一致,因素个数应小于正交表中的列数,合理设计正交表能够为后续研究工作提供相应支持和帮助。 试验结果极差分析通过对厚度为0.5mm不锈钢板试验结果来看,每列极差均不相等,证明各要素不同水平具有特殊性,产生的影响也不尽相同,对激光焊接变形影响依次为电流、脉宽及,综合各项因素,激光焊接工艺参。 以上就是为大家讲解的不锈钢板的激光焊接存在变形的问题,总的来说激光焊接工艺作为一种有效焊接,在焊接质量等方面发挥着积极作用。但是,受到激光电流等因素的影响,不锈钢板激光焊接存在变形等问题。想要了解更多关于不锈钢板的相关信息可以我们。

