


产品视频展示,助您洞悉涂塑钢管3PE防腐钢管严选材质产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:涂塑钢管3PE防腐钢管严选材质的图文介绍

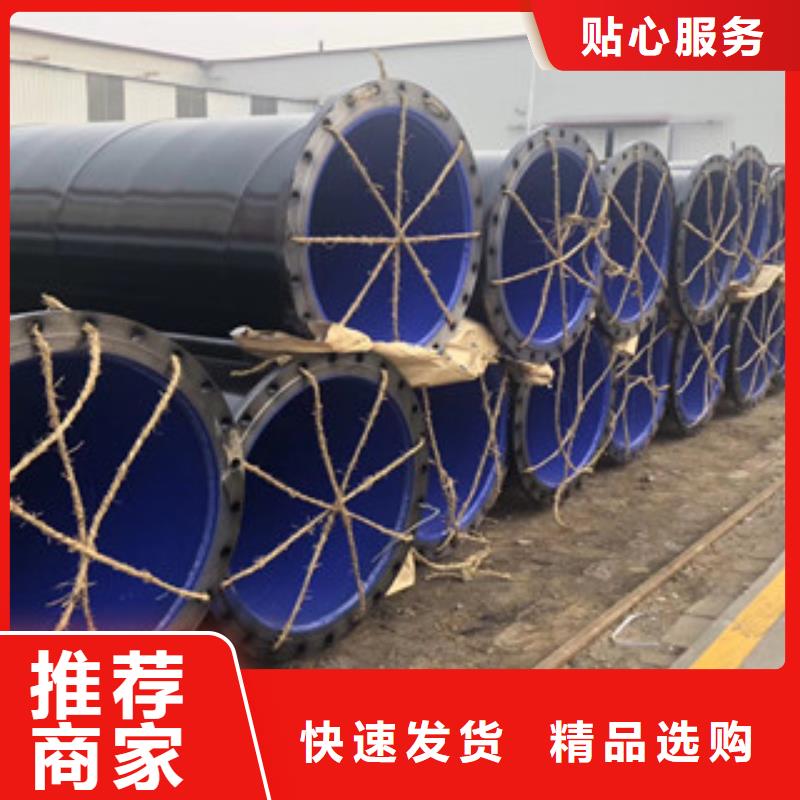
山东烟台热浸塑复合钢管基地实体厂家,产量大,质量杠杠的,特色:出货迅速,详情:规模齐全,服务:售后有保障,欢迎采购.


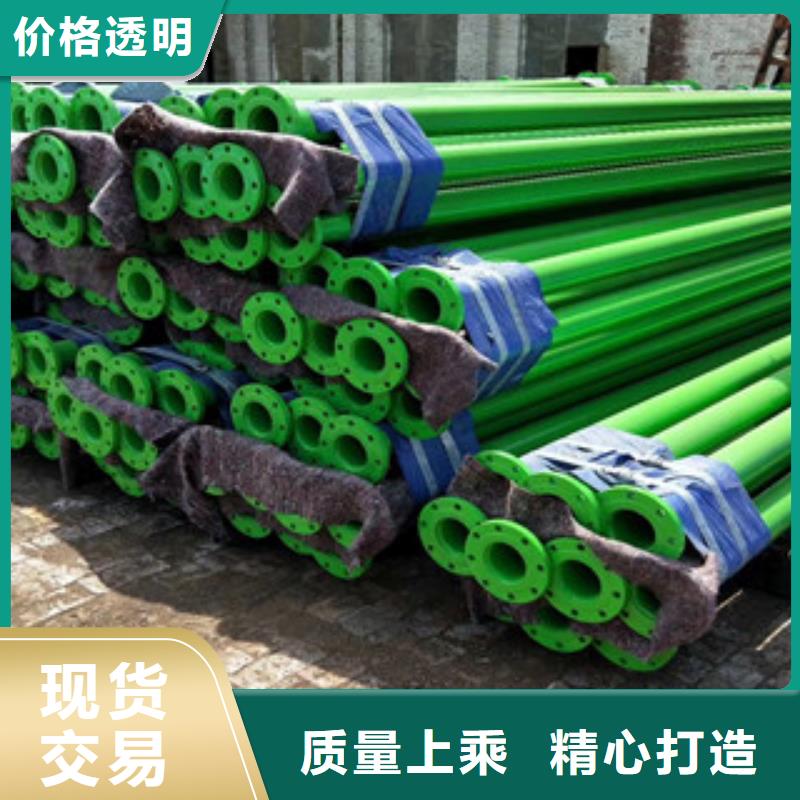
2.将链条开孔机固定于钢管预定开孔位置处。3.启动电动机,转动手轮,使钻头缓慢靠近钢管,同时在开孔钻头处添加润滑剂,以保护钻头,完成在钢管上开孔。4.停机,摇动手轮,打开链条,取下开孔机,清理钻落金属块和开孔部位残渣,并用砂轮机将孔洞打磨光滑。5.将卡箍套在钢管上,注意机械三通应与孔洞同心,橡胶密封圈与孔洞间隙均匀,紧固螺栓到位。6.如为机械四通,开孔时一定要注意保证钢管两侧的孔同心,否则当安装完毕,可能导致橡胶圈破裂,且影响过水面积。五、管道安装、按照先装大口径、总管、立管,后装小口径、分管的原则,在安装过程中,必须按顺序连续安装,不可跳装、分段装,以免出现段与段之间连接困难和影响管路整体性能。



管材,为切削做好准备。切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。加热:对接温度一般在℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。切换:将加热板拿开,热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。安装前检验管槽是否达到安装要求。



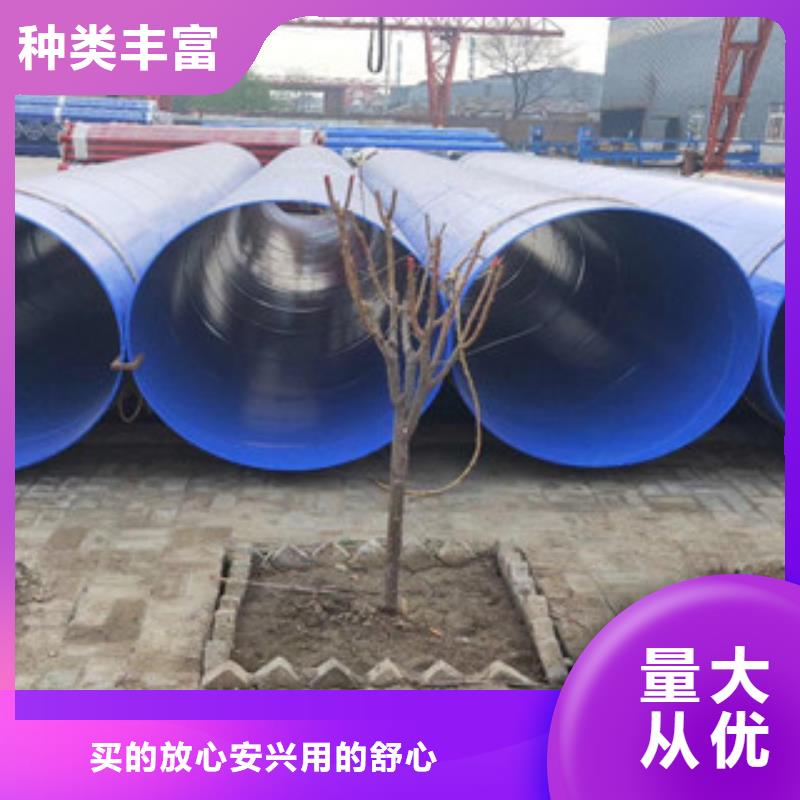
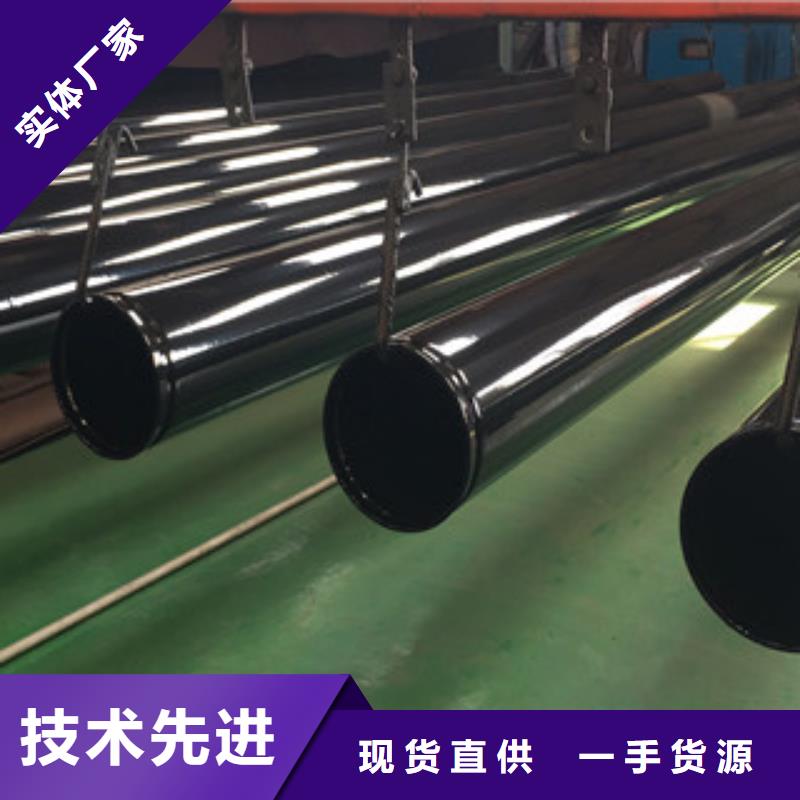
矿用钢塑复合管集钢材的机械机能与塑料涂层的耐化学侵蚀机能于一体,非常适合大型矿井抽放瓦斯以及给水管路。矿用聚乙烯粉末材料添加有阻燃剂,其阻燃机能指标符合 尺度。并且其钢塑复合结构,阻燃机能更加优于纯塑料管材,合用于井下易燃、易爆等场所。还耐侵蚀,不结垢,特别合用于井下输送高硫水质及输送含钙、镁等离子的水。矿用钢塑复合管节约维护用度,使用寿命远远高于其他管材。矿用钢塑复合管彻底克服了纯塑料矿用管材连接难的缺点,根据需要可采用法兰、快速接头等与井下原用钢管及阀门连接,具有极强的互换性。对于煤矿用涂塑复合钢管来说,在涂塑前进行预处理似乎是理所应当的事情,但是你知道为什么要对它进行预处理吗.
