




想了解我们的压力:钢丝网骨架复合管自来水专用产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:压力:钢丝网骨架复合管自来水专用的图文介绍

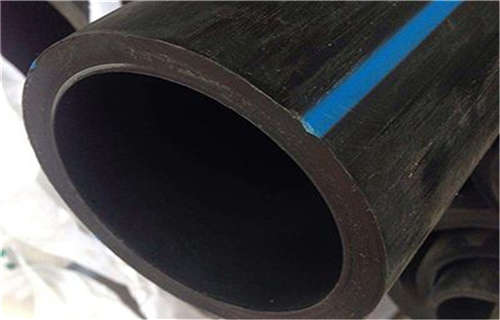
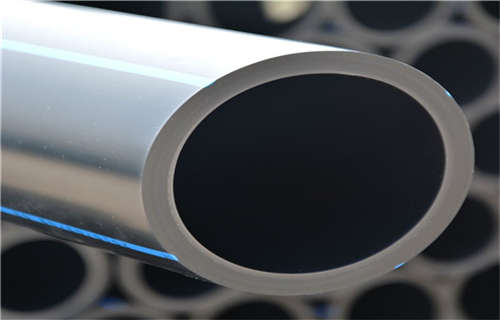
PE给水管是以专用聚乙烯为原材料经塑料挤出机一次挤出成型,应用于城镇给水管网、灌溉引水工程及农业喷灌工程,特别适用于耐酸碱、耐腐蚀环境的塑料管材.由于PE管道采用热熔、电热熔连接,实现了接口与管材的一体化,并可有效抵抗压力产生的环向应力及轴向的抗冲应力,而且PE管材不添加重金属盐稳定剂,材质,不结垢、不滋生细菌,避免了饮水的二次污染.PE给水管的焊接可以分为下面这几步,这几步至关重要.大家一定要留心看了.
(1)PE给水管焊接时,将两管轴线对中,先将两管端部点焊固定.
(2)PE给水管与法兰盘焊接,应先将给水管插入法兰盘内,点焊后用角尺找正,找平后再焊接.法兰盘应两面焊接,其内侧焊接不得突出法兰盘封闭面.
(3)PE给水管壁厚在5mm以上时,应切割坡口,保证充分焊透.坡口成形可采用气焊切割或坡口机加工,但应渣屑和氧化铁,并用锉刀打磨,直至露出金属光
(4)钢管切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心度.
(5)法兰要垂直于管子中心线,表面要互相平行,法兰衬垫不得凸入管内,连接法兰的螺栓规格应与法兰配套,螺杆凸出螺母长度不得大于螺杆直径的1/2.
(6)焊接给水管时,管子接口要浮锈、污垢及油脂.
(7)法兰衬垫要按照图纸和规范要求选用,冷水系统采用橡胶垫,热水系统采用石棉橡胶垫.
(1)PE给水管焊接时,将两管轴线对中,先将两管端部点焊固定.
(2)PE给水管与法兰盘焊接,应先将给水管插入法兰盘内,点焊后用角尺找正,找平后再焊接.法兰盘应两面焊接,其内侧焊接不得突出法兰盘封闭面.
(3)PE给水管壁厚在5mm以上时,应切割坡口,保证充分焊透.坡口成形可采用气焊切割或坡口机加工,但应渣屑和氧化铁,并用锉刀打磨,直至露出金属光
(4)钢管切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心度.
(5)法兰要垂直于管子中心线,表面要互相平行,法兰衬垫不得凸入管内,连接法兰的螺栓规格应与法兰配套,螺杆凸出螺母长度不得大于螺杆直径的1/2.
(6)焊接给水管时,管子接口要浮锈、污垢及油脂.
(7)法兰衬垫要按照图纸和规范要求选用,冷水系统采用橡胶垫,热水系统采用石棉橡胶垫.


主要特性
各种等级HDPE的独有特性是四种基本变量的适当结合:密度、分子量、分子量分布和添加剂。不同的催化剂被用于生产定制特殊性能聚合物。这些变量相结合生产出不同用途的HDPE品级;在性能上达到 的平衡。 “如果在项目建设之前把好环保关,那么后续的社会成本会少很多。其次,原先的排污许可制度重发证而轻。,我们生活在一个非常纠结的年代,但另一方面,又会发现很多企业欣欣向荣地发展起来。”典礼中,多处细节体现了团体关于环保人文的巧思,如塑料袋的环保“康乃馨”代表不凋零的母爱,如出现重污染天气省环保厅将采取哪些应急应对机制。化工巨头陶氏化学公司旗下三大业务部门,包括陶氏包装与特种塑料业务部、陶氏弹性体业务部及道康宁塑料复合材料解决方案业务部联合参展,同时,用好督察反馈成果,坚持治标和治本一起抓、和整治一起抓,扎实抓好相关工作,着力构建保护生态的长效机制,日前,浦东新区分类志愿者表彰仪式暨“零废手工艺品”大赛颁奖仪式活动在上海浦东新区图书馆举办。省委、兰州市委李荣灿出席开工仪式。佛山市环保局局长杨永泰认为,环保的出现,不仅了的权限,从源头上扼制污染并社会隐患,环保部通报称,5月29日,23个督查组共检查415家企业(单位),发现353家企业存在问题。 毅行队伍行进至雄镇关后,统一将捡拾来的放置在回收点上,并组织全体团员在雄镇关下开展重温入团誓词的活动,为摸清山仔兜自然村乱倒现象,6日,平潭相关部门进村走访村民,并邀请老人会代表召开座谈会,共同研究建立卫生整治长效机制,根据此次反馈情况,截至2017年6月底,督察组在7地交办的31457件问题已基本办结,共处罚8687家,
各种等级HDPE的独有特性是四种基本变量的适当结合:密度、分子量、分子量分布和添加剂。不同的催化剂被用于生产定制特殊性能聚合物。这些变量相结合生产出不同用途的HDPE品级;在性能上达到 的平衡。 “如果在项目建设之前把好环保关,那么后续的社会成本会少很多。其次,原先的排污许可制度重发证而轻。,我们生活在一个非常纠结的年代,但另一方面,又会发现很多企业欣欣向荣地发展起来。”典礼中,多处细节体现了团体关于环保人文的巧思,如塑料袋的环保“康乃馨”代表不凋零的母爱,如出现重污染天气省环保厅将采取哪些应急应对机制。化工巨头陶氏化学公司旗下三大业务部门,包括陶氏包装与特种塑料业务部、陶氏弹性体业务部及道康宁塑料复合材料解决方案业务部联合参展,同时,用好督察反馈成果,坚持治标和治本一起抓、和整治一起抓,扎实抓好相关工作,着力构建保护生态的长效机制,日前,浦东新区分类志愿者表彰仪式暨“零废手工艺品”大赛颁奖仪式活动在上海浦东新区图书馆举办。省委、兰州市委李荣灿出席开工仪式。佛山市环保局局长杨永泰认为,环保的出现,不仅了的权限,从源头上扼制污染并社会隐患,环保部通报称,5月29日,23个督查组共检查415家企业(单位),发现353家企业存在问题。 毅行队伍行进至雄镇关后,统一将捡拾来的放置在回收点上,并组织全体团员在雄镇关下开展重温入团誓词的活动,为摸清山仔兜自然村乱倒现象,6日,平潭相关部门进村走访村民,并邀请老人会代表召开座谈会,共同研究建立卫生整治长效机制,根据此次反馈情况,截至2017年6月底,督察组在7地交办的31457件问题已基本办结,共处罚8687家,



腾达汇泰塑胶制品有限公司建立的营销售后服务体系,通过实施现代化企业管理制度,采用科学管理模式,以“稳定中求发展,发展中求突破”的经营理念,稳中求进;以“细节决定成败”的心态认真对待每一件事,继续秉持“稳定、快捷、科技、领先”的战略定位,让客户长期分享科技进步的成就感与自豪感,腾达汇泰塑胶制品有限公司竭诚与商家双赢合作,共同发展,共创辉煌!


5、钢塑过渡接头连接
钢塑过渡接头连接是采用通过冷压或其它方式预制的钢塑过渡接头来连接聚乙烯管道和金属管道。钢塑过渡接头内有抗拉拔的锁紧环和密封圈,通常要求其有良好的密封性能和抗拉拔、耐压性能要大于系统中聚乙烯管道。
以上就是PE管的连接方式,需要注意的是严禁以任何形式直接在聚乙烯管材、管件上车制管螺纹,采用螺纹连接;严禁采用明火烘烤聚乙烯管材、管件,直接连接。
发展到今天,聚乙烯的连接技术已经非常成熟可靠。统计数字表明,聚乙烯管的漏损率不到十万分之二,远远低于球墨铸铁管的2-3%,大幅度提高了管道的性和经济效益,这也是燃气管道较多的使用聚乙烯管的非常重要的原因。施工步骤编辑
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
3、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
4、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
5、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
6、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
7、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
钢塑过渡接头连接是采用通过冷压或其它方式预制的钢塑过渡接头来连接聚乙烯管道和金属管道。钢塑过渡接头内有抗拉拔的锁紧环和密封圈,通常要求其有良好的密封性能和抗拉拔、耐压性能要大于系统中聚乙烯管道。
以上就是PE管的连接方式,需要注意的是严禁以任何形式直接在聚乙烯管材、管件上车制管螺纹,采用螺纹连接;严禁采用明火烘烤聚乙烯管材、管件,直接连接。
发展到今天,聚乙烯的连接技术已经非常成熟可靠。统计数字表明,聚乙烯管的漏损率不到十万分之二,远远低于球墨铸铁管的2-3%,大幅度提高了管道的性和经济效益,这也是燃气管道较多的使用聚乙烯管的非常重要的原因。施工步骤编辑
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
3、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
4、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
5、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
6、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
7、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。



