




我们的现场实拍视频将带您走进南溪声测管50/54/57生产中产品的世界,产品视频细节之美一览无余!
以下是:南溪声测管50/54/57生产中的图文介绍

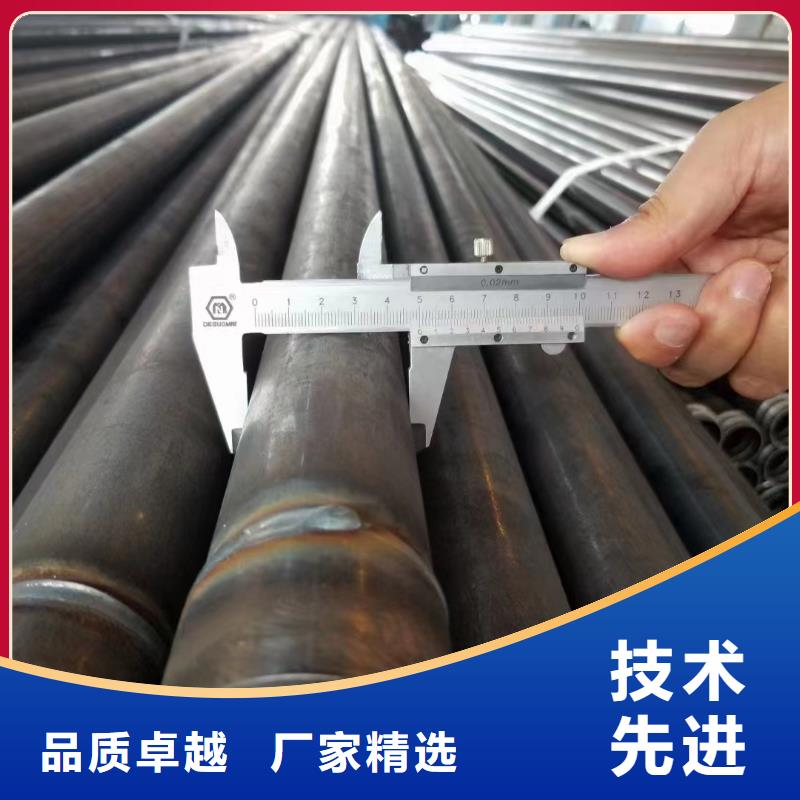
日升昌人始终坚持以市场为导向,以满足客户需要为宗旨,通过科技创新,依靠华北华尔网声测管材基地的产业优势及便利的海陆运输条件,真正为客户做到质量优、供货及时、售后完善!本着分工合作、共享俱荣的服务理念,必将与您成为永远的朋友,期待与您共同发展!声测管花管也可以称为声测管锚管,注浆小导管,超前支护管。54*1.0 - 2.5mm57*1.0 - 2.5mm推插式/螺旋式/ 卡接式/ 法兰式声测管的规格型号:50*1.0 - 3.5mm54*1.0 - 3.5mm57*1.0 - 3.5mm套筒焊接式声测管的规格型号:50*1.5-3.5mm54*1.53.5mm57*1.5 - 3.5mm声测管是不可少的声波检测管,利用声测管可以检测出一根桩的质量好坏,声测管是灌注桩进行超声检测法时探头进入桩身内部的通道。它是灌注桩超声检测系统的重要组成部分,它在桩内的预埋方式及其在桩的横截面上的布置形式,将直接影响检测结果。桩基声测管声测管壁厚对透声率的作用非常小,不对管壁厚度进行限制,但从用量成本的角度考虑,桩基声测管声测管壁厚如果可以承受新浇混凝土的侧压力,则越薄越节省成本外径50桩基声测管声测管这些桩基声测管声测管的壁厚和外径是目前市场中经常看到的规格,这些数据在真正的桩基声测管声测管工程图纸上的标注是不一样的增加的检测费用由施工单位承担。监理须要求施工单位在申报检测前对声测管进行检查;当需更改检测方案时,提前完善相关手续,避免因声测管检测问题影响施工的顺利推进。声测管安装好之后,按照超声波换能器通道在桩体中的不同的布置方式,超声波透射法基桩检测主要有三种方法:桩内跨孔透射法此法是一种较成熟的方法,是超声波透射法检测桩身质量的主要形式,其方法是在桩内预埋两根或两根以上的声测管,在管中注满清水,把发射、接收换能器分别置于两管道中。检测时超声波由发射换能器出发穿透两管间混凝土后被接收换能器接收,实际有效检测范围为声波脉冲从发射换能器到接收换能器所扫过的面积。根据不同的情况,采用一种或多种测试方法,采集声学参数,根据波形的变化,来判定桩身混凝土强度,判断桩身混凝土质量,跨孔法检测根据两换能器相对高程的变化,又可分为平测、斜测、交叉斜测、扇形扫描测等方式,在检测时视实际需要灵活运用。质优物廉我公司销售生产各种规格型号 声测管花管, 隧道管棚管, 超前小导管、注浆管、声测管,常规规格Φ20mm Φ25mm Φ28mm Φ32mm Φ38mm Φ42mm、Φ48mm、Φ50mm、54mm、57mm、Φ60mm、Φ89mm、Φ108mm声测管花管多年以来我们也凭借着良好的诚信和产品的质量赢得了很多的长期合作客户。隧道用声测管花管、管棚管:可定制规格:外径(mm)Φ20-Φ108厚度2.5-10齿高(mm)1.5±0.1螺距(mm)12.7±0.1标准长度2.0米 3.0米 3.5米 4.0米 4.5 5 6米声测管花管注浆技术是近年来发展起来的,是一种在土壤加固工程中使用的新技术。与钻杆注浆技术相比,声测管花管注浆不仅加快了施工进度,增强了加固效果,提高了土壤的水平抗剪强度,而且提高了材料利用率


坡面修正检查合格后,进行放线定锚孔位置。一般在土质边坡工程中,采用纵距为3m、横距为2m的压力注浆钢花管,由于该方法钢花管中有一部分是用于排水,并不灌浆,故边坡工程中的钢花管分布应当相应缩短间距,采用纵距为2.5m、横距为1.5m的梅花状排列。每一排钢花管采用灌浆钢花管和排水钢花管交错排列。整体布置可看作灌浆钢花管沿斜线多排分布,也可看作四个排水钢花管沿斜线多排分布,每一斜排灌浆钢花管和排水钢花管交错有序,两种钢花管分布均匀,各自能充分发挥自己的加固作用,从而保证工程的质量。打管打管时需先打灌浆钢花管,利用压力锤击打管尾,将灌浆钢花管按设计角度打入指定贯入深度。打灌浆钢花管时需注意要先用轻锤以一定压力将管头部打入一定深度,约为0.5-1米左右,检查管头是否发生偏移,确定管头不发生偏移后再逐渐加大压力。打管入土时速度应均匀,连续施打,锤间间歇时间不要过长。打管如发现落锤反弹过大,则表示管尖可能遇到障碍,需要换轻锤慢慢锤击,打过这一段,再换重锤。钢花管的尾部击锤处加一个弹性衬垫更好,使锤击施力更均匀,打管效果更好。如果打管完毕后发现钢花管打斜了,则对原钢花管不做特殊处理,而在原钢花管旁边再打一根,确保该处加固稳定。沧州桩基声测管施工技术要点



日升昌钢管有限公司拥有专业的技术人员为您提供及时、便捷、贴心的技术咨询服务,10余年的坚持让我们的服务更专业,售后更完善,供货更及时。 我们的 四川宜宾 钢花管厂家产品具有自主知识产权,自主研发生产和提供厂家直销服务,性价比高是我们保障客户切身利益所坚持不变的服务原则。


另外,自动或半自动埋弧焊的焊接速度快,钳压式声测管生产效率高,劳动条件好,适用于大批量拼装制造焊缝。自动或半自动埋弧焊采用的焊丝和焊剂应与构件钢材的强度相适应。气体保护焊电弧加热集中,焊接速度快,熔深大,塑性和抗腐蚀性好,焊缝强度比手工焊的高,适合于较厚钢板的焊接焊接时根据焊缝的截面形状,分为对接焊缝和角焊缝。对接焊缝的主要特点是用料经济传力简捷均匀受力性能力好和疲劳强度高等,但是焊件边缘需要开坡口且尺寸要求准确,故制造较费工。对接焊缝坡口的形式与尺寸应结合焊件厚度便于施焊保证焊缝质量和减小焊缝截面面积的原则,按标准《埋弧焊焊缝坡口的基本形式与尺寸》一选用。对接焊缝可视为焊件截面的延续组成部分,焊缝中的应力分布情况与焊件原来的基本相同



