

想要知道DN100镀锌管厂家产品如何?看视频就知道!看视频,选产品更明智!
以下是:DN100镀锌管厂家的图文介绍


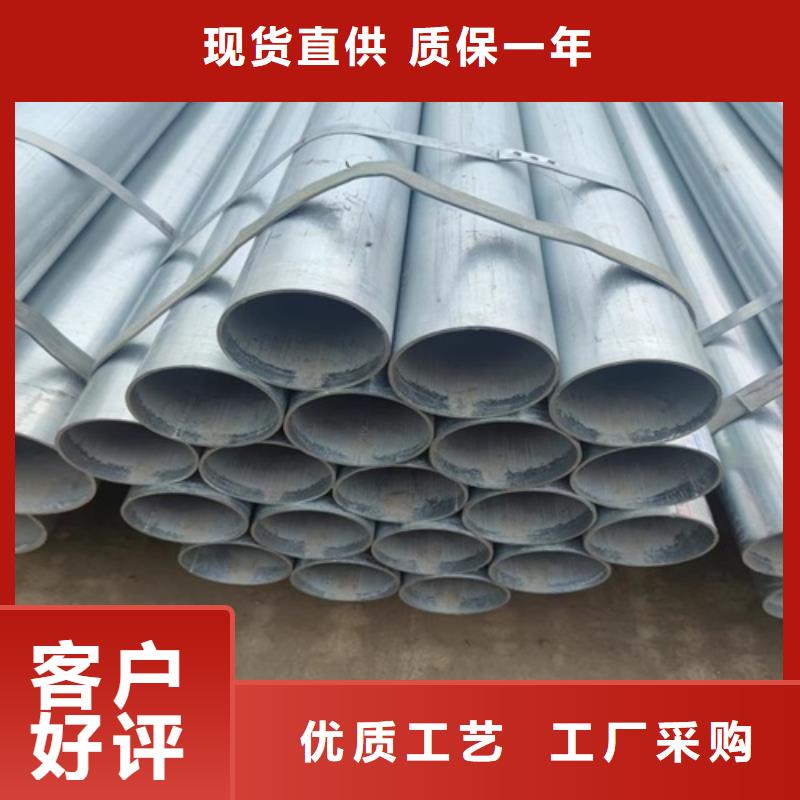
合格华尔网镀锌管的镀锌层需得达到以下检测效果 1. 镀锌层的均匀性 钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色). 2. 表面质量 华尔网镀锌钢管的表面应有完整的镀锌层,不得有未镀上的黑斑和起泡存在,允许有不大的粗糙面和局部锌瘤存在。 3. 镀锌层重量 镀锌层的重量按照一般的需求情况,其可作锌层重量测定,所以镀锌层的平均值应该不小于500g每平方米,其中任何一种试样情况都不得小于480g每平方米。



镀锌管产品结构: 选用焊接钢管经除污除锈处理后,内外表面热浸镀锌成型的镀锌钢管。标准名称为“低压流体输送用热浸镀锌焊接钢管”,敷设方式术语为SC。 产品特性: 内外表面锌层厚实,色泽光亮、均匀、耐腐蚀能力强。 管壁厚、机械力学性能力强、抗压、抗弯性能好。 小口径可选螺纹丝扣、套接紧定式;大口径可选承插扩口,卡箍连接方式。 热浸镀锌导管: 执行标准GB/T20041.21-2017标准,符合 防火要求,适用于预埋和吊顶明装。 注: 1、热浸镀锌导管为热浸镀锌,内外重级防腐。 2、内焊缝不高于0.3mm。 3、镀锌层厚度45μm以上。 4、此产品可替代水煤气管道用于地下室、人防工程的线路保护。 热镀锌导线管: 采用优质冷轧带钢双面热镀锌保护,经高频焊接一次成型,壁厚均匀,内焊缝毛刺接近“0”,焊缝光滑,圆度高,端口平滑五毛刺。使用配套专用工具可弯角,不变形,不断裂。标准定尺4米,标准型壁厚1.60mm,明敷暗埋均可使用。 1、采用优质热镀锌卷带加工而成,镀锌层均匀,光洁度好。 2、耐腐蚀性能为中性,避免雨淋和酸性物质,内焊缝不高于0.3mm. 3、按照 GB/T20041.21-2017标准加工制作。



鹏鑫钢铁有限公司可以根据客户的 湖北宜昌镀锌钢管厂产品特性,设计客户专属的 湖北宜昌镀锌钢管厂产品规格,以降低客户的材料成本、提高生产效率。 公司宗旨:专业订制,为客户节省材料成本、节省加工时间、节省人力成本,进而降低产品成本,提高竞争力! 质量方针:弘扬品质精神,构建完善的质量管理体系,把品质战略贯穿于公司日常工作的各个细节中。


热镀锌钢管的国标厚度 热镀锌管,为提高钢管的耐腐蚀性能,对一般钢管进行镀锌。镀锌钢管分热镀锌和电镀锌两种,热镀锌镀锌层厚,电镀锌成本低,表面不是很光滑。 公称壁厚:mm2.0、2.5、2.8、3.2、3.5、3.8、4.0、4.5; 系数:c1.064、1.051、1.045、1.040、1.036、1.034、1.032、1.028。 注:钢材力学性能是保证钢材*终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。镀锌管钢的牌号:Q215A;Q215B;Q235A;Q235B热镀锌钢管的国标厚度 试验压力值/Mpa:D10.2-168.3mm为3Mpa;D177.8-323.9mm为5Mpa. 镀锌钢管分冷镀锌管、热镀锌管,前者已被禁用,后者还被 提倡能用。 热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。 热镀锌具有镀层均匀,附着力强,使用寿命长等优点。钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。 1、镀锌层的均匀性:钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色) 2、表面质量:镀锌钢管的表面应有完整的镀锌层,不得有未镀上的黑斑和气泡存在,允许有不大的粗糙面和局部锌瘤存在。 3、镀锌层重量:根据需方要求,镀锌钢管可作锌层重量测定,其平均值应不小于500g/平方米,其中任何试样不得小于480g/平方米。



华尔网镀锌管符合标准及达标技术要求 1、牌号和化学成分 华尔网镀锌钢管用钢的牌号和化学成分应符合GB 3092所规定的黑管用钢的牌号和化学成分。 2、制造方法 黑管的制造方法由制造厂选择。镀锌采用热浸镀锌法。 3、螺纹及管接头 3.1 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。 3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。 4、力学性能钢管镀锌前的力学性能应符合GB 3092的规定。 5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红。 6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。

