




想要一睹环形锻件批发零售产品的真容吗?快来观看我们的视频吧!我们将带您走进一个全新的世界,感受产品的魅力与品质。
以下是:环形锻件批发零售的图文介绍


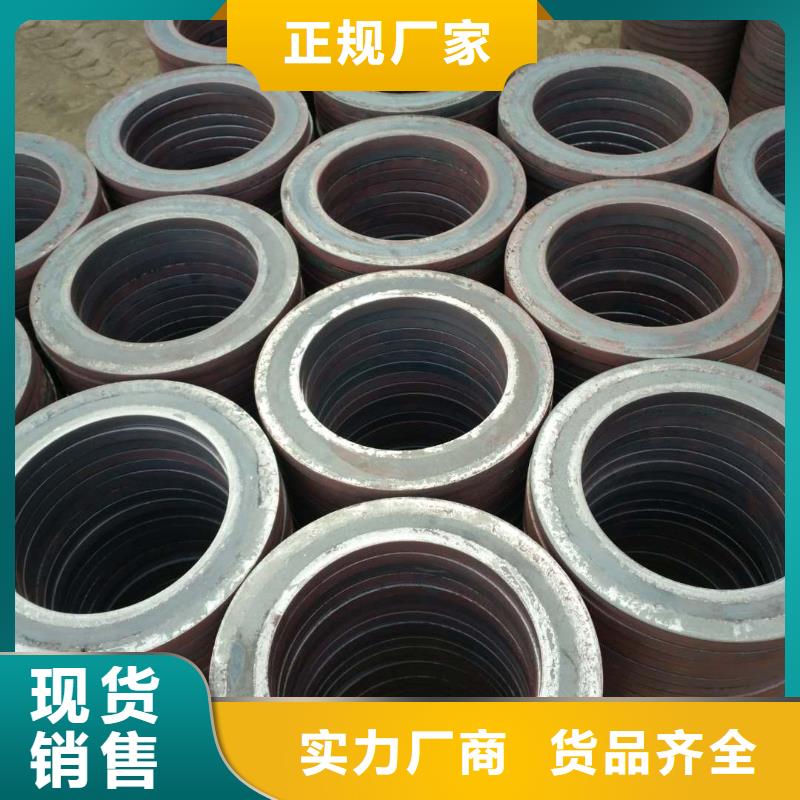
压力容器法兰分为平焊法兰和对焊法兰两种。其中平焊法兰又分甲型法兰、乙型法兰两种形式。
1.平焊法兰
1)乙型法兰带有一个短筒体,因此刚性较甲型法兰好,可用于压力较高,直径较大的场合;
2)焊缝形式:甲型为V型坡口,乙型为U型坡口,因此乙型更易焊透,故其强度和刚度更高。
2.对焊法兰
由于有长颈,并采用对焊,故刚性更好,适用于压力更高的场合。
压力容器法兰标准:
压力容器甲型平焊法兰标准:JB/T4701-2000
压力容器乙型平焊法兰标准:JB/T4702-2000
压力容器长颈对焊法兰标准:JB/T4703-2000
外头盖侧法兰标准:JB/T4721-92
小口径的法兰标准一般就是选用的HG20592-HG20535-2009
压力容器法兰分为平焊法兰和对焊法兰两种。其中平焊法兰又分甲型法兰、乙型法兰两种形式。
1.平焊法兰
1)乙型法兰带有一个短筒体,因此刚性较甲型法兰好,可用于压力较高,直径较大的场合;
2)焊缝形式:甲型为V型坡口,乙型为U型坡口,因此乙型更易焊透,故其强度和刚度更高。
2.对焊法兰
由于有长颈,并采用对焊,故刚性更好,适用于压力更高的场合。
压力容器法兰标准:
压力容器甲型平焊法兰标准:JB/T4701-2000
压力容器乙型平焊法兰标准:JB/T4702-2000
压力容器长颈对焊法兰标准:JB/T4703-2000
外头盖侧法兰标准:JB/T4721-92
小口径的法兰标准一般就是选用的HG20592-HG20535-2009
1.平焊法兰
1)乙型法兰带有一个短筒体,因此刚性较甲型法兰好,可用于压力较高,直径较大的场合;
2)焊缝形式:甲型为V型坡口,乙型为U型坡口,因此乙型更易焊透,故其强度和刚度更高。
2.对焊法兰
由于有长颈,并采用对焊,故刚性更好,适用于压力更高的场合。
压力容器法兰标准:
压力容器甲型平焊法兰标准:JB/T4701-2000
压力容器乙型平焊法兰标准:JB/T4702-2000
压力容器长颈对焊法兰标准:JB/T4703-2000
外头盖侧法兰标准:JB/T4721-92
小口径的法兰标准一般就是选用的HG20592-HG20535-2009
压力容器法兰分为平焊法兰和对焊法兰两种。其中平焊法兰又分甲型法兰、乙型法兰两种形式。
1.平焊法兰
1)乙型法兰带有一个短筒体,因此刚性较甲型法兰好,可用于压力较高,直径较大的场合;
2)焊缝形式:甲型为V型坡口,乙型为U型坡口,因此乙型更易焊透,故其强度和刚度更高。
2.对焊法兰
由于有长颈,并采用对焊,故刚性更好,适用于压力更高的场合。
压力容器法兰标准:
压力容器甲型平焊法兰标准:JB/T4701-2000
压力容器乙型平焊法兰标准:JB/T4702-2000
压力容器长颈对焊法兰标准:JB/T4703-2000
外头盖侧法兰标准:JB/T4721-92
小口径的法兰标准一般就是选用的HG20592-HG20535-2009



搏远金属制品有限公司拥有自己的 湖北宜昌异性件厂家设计团队、专业的技术调试团队、24小时的售后服务团队以及精湛技术的工厂。 公司始终坚持以“严谨”为宗旨,以为客户提供智能的性能与可靠性的 湖北宜昌异性件厂家,增强企业竞争优势;满足客户目前及未来的需求为目标;以技术先进、可靠、快速等解决方案,让客户满意是我们永远不懈的追求。

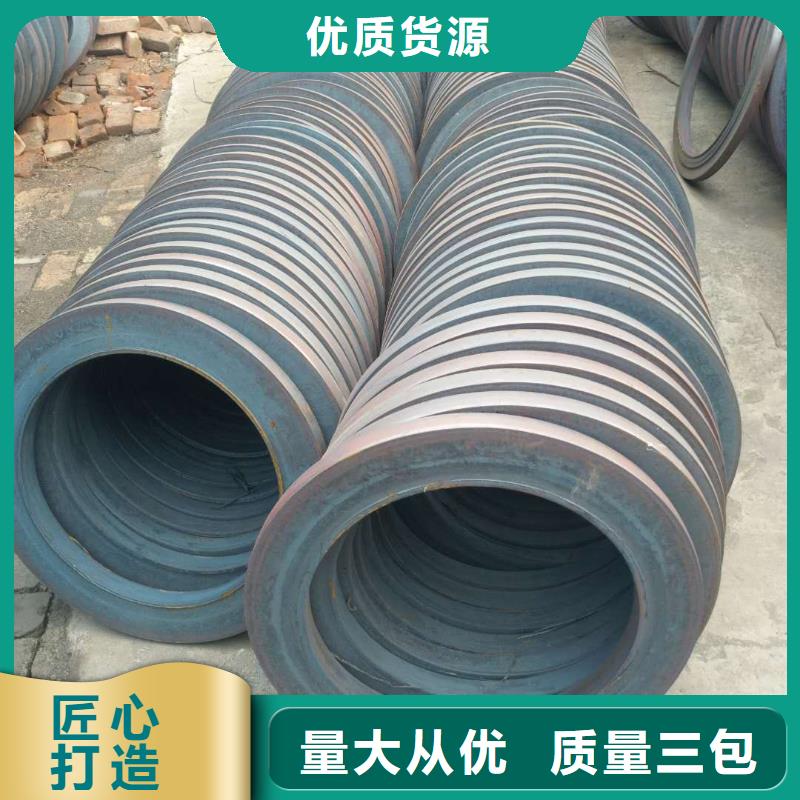
环形锻件是锻造行业中的产物,锻件的一种类型。是金属坯料(不含板材)施加外力,通过塑性变形塑造的要求变成合适的压缩力的环形物件。这种力量典型的通过使用铁锤或压力来实现。锻件过程建造了精致的颗粒结构,并改进了金属的物理属性。环形锻件在日常生活中随处可见,是一种工业制品。1、滑线落料:根据产品要求将钢锭切割成合理大小及重量;
2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。
2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。


