


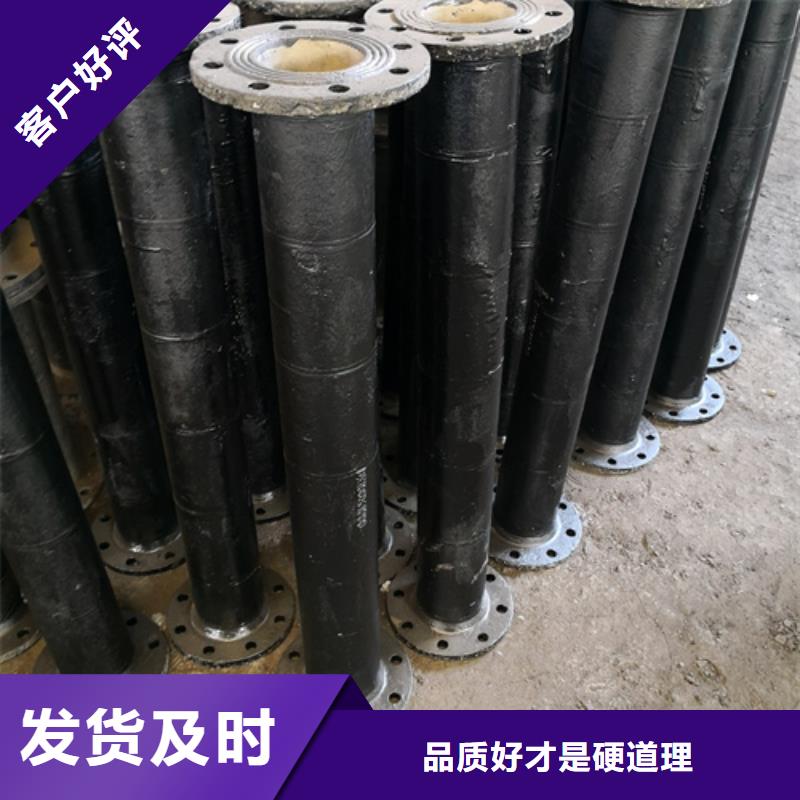


我们的90°双承弯管全国发货视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:90°双承弯管全国发货的图文介绍


聊城市鹏瑞管业有限公司位于全国的无缝钢管集散基地、风景秀丽的历史文化名城(江北水城)——山东聊城。主导产品有无缝钢管,离心球墨铸铁管及管件和建筑排水用W型柔性铸铁管及管件,管用附件和锅炉配件铸造等。产品:利用钢厂所生产的无缝钢管作为原料进行加工,在较短时间内使无缝管由细变粗,达到客户所需要的规格。用户可以来料加工,也可以直接定做非标、特殊型号的无缝钢管。公称DN(100-1200)*壁厚(6.5-15.3)长度L6000mm水冷金属球墨铸管及管件,供水球墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁等。在铁素体和珠光体基体上分布有一定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织中的铁素体和珠光体的比例有所不同,小口径的珠光体比例一般不大于20%,大口径的一般控制在25%左右。小抗拉强度:420/Mpa,小屈服强度300/Mpa,小延伸率7%。球墨铸铁管执行标准GB/T13295-2008ISO2531/2008。配套管件有承盘短管,双承套管,插盘短管,双承弯管,承单支盘丁字管,三承丁字管,双承渐缩管,双盘渐缩管,90°双盘弯管,45°双盘弯管,全盘丁字管,承插盘丁字管,双承丁字管,全承十字管,全盘十字管,90°承插弯管,22.5°承插弯管,三承一插十字管,承插双盘四通,承插渐缩管等,广泛用于输水、输油管道.以及食品、制药、化工等行业的生产流程管网.公称DN(50-300)*壁厚T(3.5-7.0)长度L3000mm柔性铸铁管及管件,严格遵循GB12772-2008《排水用柔性接口铸铁管、管件及附件》的要求,采用国际先进的离心铸造生产工艺,产品具有金属结构致密、内外光洁度高、壁薄且均匀、耐腐蚀、安装运输方便等优点,尤其在抗震、防火、无噪音、再生循环使用等方面具有得天独厚的优势,广泛适用于高层建筑排水、通风之用,并在重点工程、优质工程以及抗震防火等要求较高的建筑中被强制使用,w型管件和B型管件有:Y/TY/T三通,45度、90度承插弯头,返水弯管,地漏,清扫口,检查口,TY四通等配件。



鹏瑞管业有限公司成立于2012年.位于湖南益阳工业园内.是一家专业生产加工、制造的 湖南益阳球墨铸铁管厂家厂家,主要产品有: 湖南益阳球墨铸铁管厂家,公司一贯坚持“质量,用户至上,优质服务,信守合同”的宗旨,凭借着高质量的 湖南益阳球墨铸铁管厂家产品,良好的信誉,优质的服务, 湖南益阳球墨铸铁管厂家产品畅销全国近三十多个省、市、自治区。


球墨铸铁管件是以镁或稀土镁结合金球化剂在浇注前加入铁水中,使石墨球化,应力集中降低,内壁采用水泥砂浆衬里,改善了管道输水环境;管口采用里柔性接口,且管材本身具有较大的延伸率。使管道的柔性较好,在埋地管道中能与管道周围的土体共同工作,使管道柔性较好改善管道的受力状态。山东鹏瑞管业公司专业生产球墨铸铁管件采用先进的真空消失模生产工艺。ISO2531DN80-DN1200的各种管件。还可根据用户需要生产各种异型球墨铸铁管件,各种机械配件以及国标出口管件。球墨铸铁管年产10万吨,球墨铸铁管件年产10000吨。公司生产工艺先进、装备精良。通过各种质量管理体系认证,产品质量论证。所产球墨管件,具有强度高、韧性好、耐高压、耐腐蚀的优良特性。山东鹏瑞管业公司为用户提供可靠的质量保证及完善的售后服务,让所有客户值得信赖。球墨铸铁管件是以镁或稀土镁结合金球化剂在浇注前加入铁水中,使石墨球化,应力集中降低,内壁采用水泥砂浆衬里,改善了管道输水环境;管口采用里柔性接口,且管材本身具有较大的延伸率。使管道的柔性较好,在埋地管道中能与管道周围的土体共同工作,使管道柔性较好改善管道的受力状态。



球墨铸铁管敷设施工工艺标准球墨铸铁管敷设施工工艺标准适用范围适用范围本标准适用于一般室外燃气管道,工作压力不大于城镇管道安装。不适用于液化石油气管道。施工准备施工准备材料球墨铸铁管管材及管件应符合现行标准《离心铸造球墨铸铁管》和《球墨铸铁管件》的规定。管材必须有合格,且批量、批号相符。检查管材、管件外形尺寸是否符合允许偏差且无损坏、无裂缝等。橡胶圈(环)应形体完整、表面光滑,无老化、变形、扭曲现象。管口密封、润滑材料应使用合格产品,并有合格证。球墨铸铁管管材、管件运输管材、管件搬运和长途运输时要妥善捆扎,每根管子捆扎不应少于个部位,管材两端要严加保护,防止受到振动和撞击。管材、管件在装卸过程中,应轻起轻放,严禁碰撞。管材宜采用机械装卸,当采用人力装卸时,对管材不得任意拖拽或抛摔,严禁管材自由滚落,禁止野蛮装卸。球墨铸铁管管材、管件存放应将管材卸在靠近安装现场不影响土方开挖的地段,减少二次搬运,有条件时一次入槽,沿沟槽一字排放。堆放场地必须坚实平坦,不同规格的管材、管件应分别排放。管材应平放在地面上,并应采用软质材料支撑,离地面距离不应小于,支撑物必须牢固,直管道等长物件应做连续支撑。管材可分层堆放,并捆扎、支撑牢固。当≤时堆放不宜超过三层;工艺流程下管→清理管口→清理胶圈、上胶圈→安装机具→在插口外表面和胶圈上刷润滑剂→顶推管子使之插入承口→检查操作方法清理管口:将承口内的所有杂物擦洗干净。清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端用力左右摇晃管子,直到插口插入承口全部到位,承口与插口之间应留左右的间隙,并保证承口四周外沿至胶圈的距离一致。管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链平行用力的方法使管件平行安装,胶圈不致被挤。也可采用加长管件的办法,用单根钢丝绳进行安装。检查:检查承口插口的位置是否符合要求(用钢板尺伸入承插口间隙中检查胶圈位置是否正确到位)。

