


为了让您更地了解我们的焊接H型钢专业生产产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:焊接H型钢专业生产的图文介绍

电气系统:该液压镀锌H型钢冷弯机采用的电气系统,主要针对于油泵电机、行走电机进行控制。另外,行走电机也设有正反转控制及过载保护。而当油滤清器造成堵塞时,需要更换滤芯时滤清器堵塞指示灯将自动亮起。当此时更换滤芯时,主回油路中早已装置好的空气开关(主开关)将对整个系统进行有效的保护。
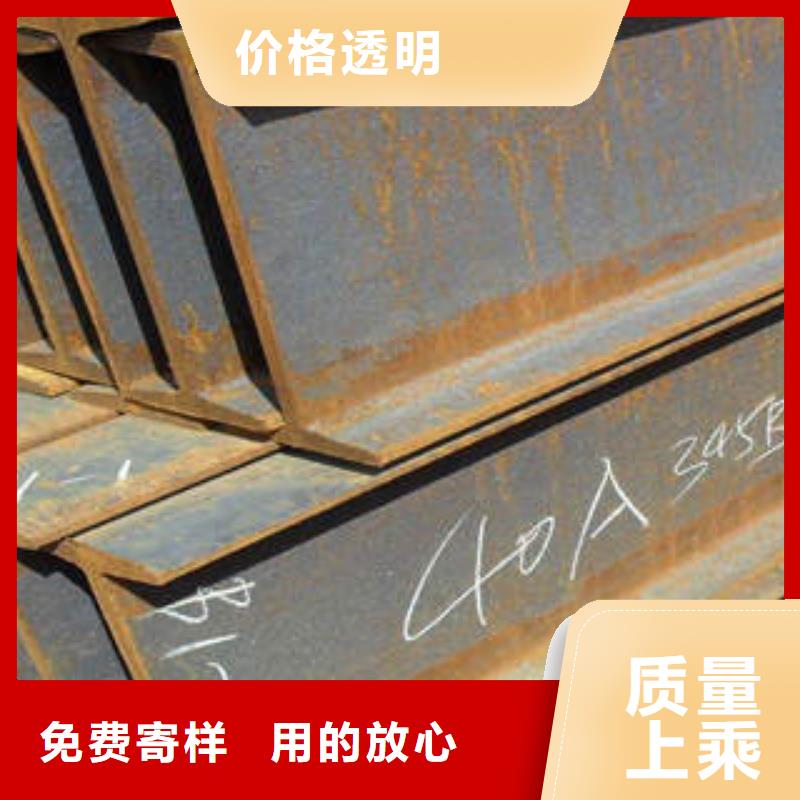
在建筑施工中,经常会使用到各种型号的钢材,板材以及焊接H型钢,关于焊接H型钢一种长条状的凹焊接H型钢材,要知道焊接H型钢的制造成型需要使用冷剪机进行操作,如果剪切技术不到位的话,也会影响焊接H型钢的后期使用以及焊接质量,那么我们在剪切以及加工焊接H型钢时,又有哪些优化工艺呢焊接H型钢焊接H型钢厂家就来给朋友们说一说,首先了解一下焊接H型钢的剪切工艺,浇注成型后的焊接H型钢,需要进行冷却加工,但是焊接H型钢的冷却速度跟一般的型材冷却相比是比较慢的,所以如果在焊接H型钢没有足够冷却的情况下对焊接H型钢进行剪切的话,就比较容易出现焊接H型钢的毛刺,凹陷以及撕裂等缺陷,所以说我们在焊接H型钢加工冷却过程中,安装使用一台冷却设备是比较好的,这样对剪切工艺也可以进一步的,确保焊接H型钢的使用性能的完好.其实焊接H型钢的剪切工艺 的问题就是温度影响,我们只需要降低焊接H型钢在剪切前的温度,就可以做到优化焊接H型钢的剪切工艺.
在建筑施工中,经常会使用到各种型号的钢材,板材以及焊接H型钢,关于焊接H型钢一种长条状的凹焊接H型钢材,要知道焊接H型钢的制造成型需要使用冷剪机进行操作,如果剪切技术不到位的话,也会影响焊接H型钢的后期使用以及焊接质量,那么我们在剪切以及加工焊接H型钢时,又有哪些优化工艺呢焊接H型钢焊接H型钢厂家就来给朋友们说一说,首先了解一下焊接H型钢的剪切工艺,浇注成型后的焊接H型钢,需要进行冷却加工,但是焊接H型钢的冷却速度跟一般的型材冷却相比是比较慢的,所以如果在焊接H型钢没有足够冷却的情况下对焊接H型钢进行剪切的话,就比较容易出现焊接H型钢的毛刺,凹陷以及撕裂等缺陷,所以说我们在焊接H型钢加工冷却过程中,安装使用一台冷却设备是比较好的,这样对剪切工艺也可以进一步的,确保焊接H型钢的使用性能的完好.其实焊接H型钢的剪切工艺 的问题就是温度影响,我们只需要降低焊接H型钢在剪切前的温度,就可以做到优化焊接H型钢的剪切工艺.


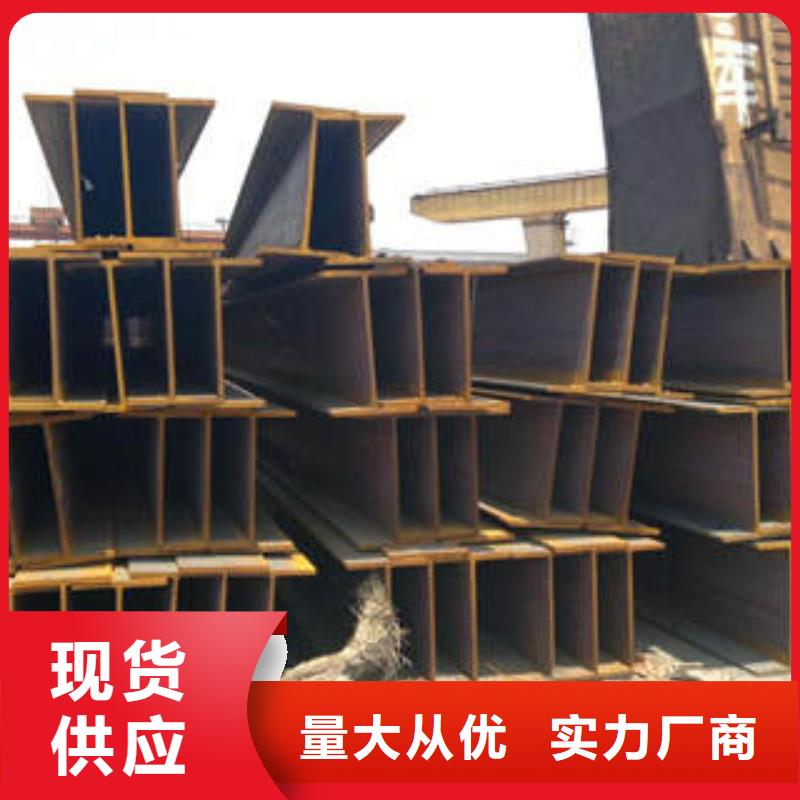
热轧H型钢的边缘是很宽的,刚度也是很大的,拥有非常强大的抗弯能力,尤其是和工字钢比较起来就更加的具有优势了,它的两边的表面都是平行操作的,结构方面是非常的方便的,根据工业和民用的选择,它的承重支架是很低的,石油化工和电力工业设备都是非常的具有优势的.跨度很高,拥有港桥类的构件,传播和机械材料都是非常的具有优势的,在火车汽车的生产方面都是有很大的优势的,热轧H型钢可以根据不同的横截面来进行区分,它拥有很好的力学性能,使用性能也是非常的具有优势的,构件强度很高,与其是和同期的工字钢比较起来,它的横截面是很大的,在承载条件一样的情况下,它就可以节省百分之十到百分之十五的金属材料了.所以说它的优势是非常的明显的。



金宏通钢管有限公司是一个年轻的企业,但是我们是充满活力、积j i进取、目标高远的企业;以科技创新为基础,以品质经营为根,以优质服务为本;致力打造实用,美观、价优为一体的 广西玉林镀锌角钢厂家。

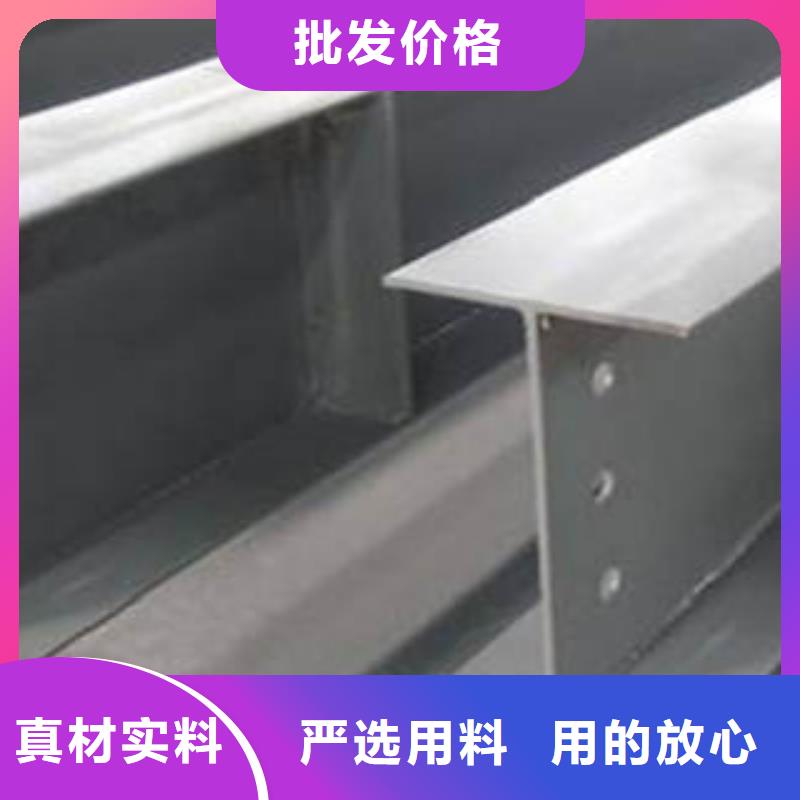
因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用轧机尚不能对翼缘边端施以压下,这样就需要在 机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。
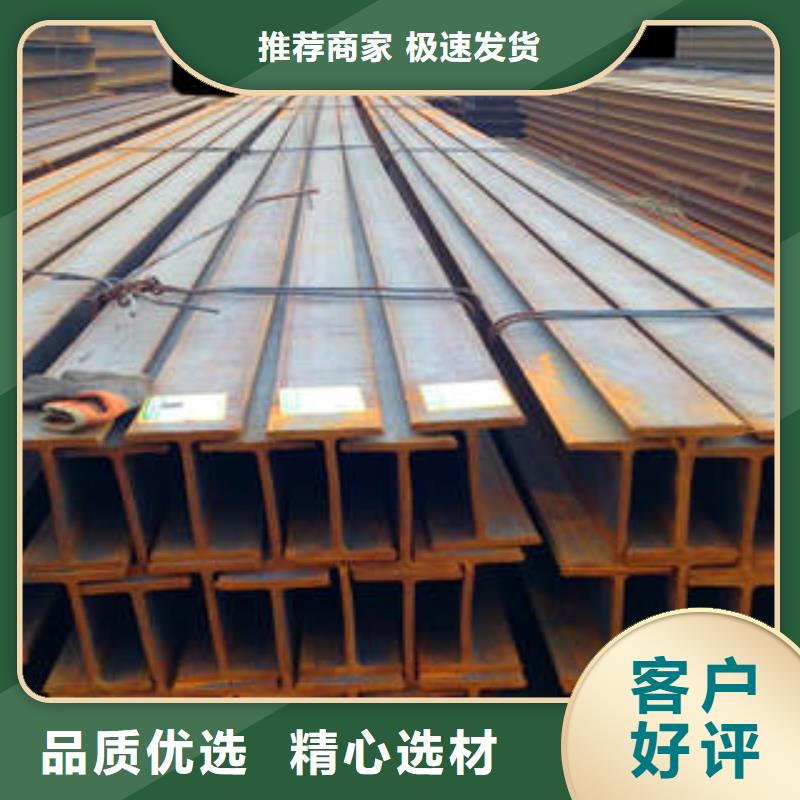
H型钢在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架 机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品轧机,又叫精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状。
H型钢在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架 机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品轧机,又叫精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状。

