




想了解我们的油缸管产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:油缸管的图文介绍

山西运城珩磨管绗磨管油缸管珩磨油缸管有些变化是对外部电源的需要,但也要付出代价。当传统的道路已经行不通了,企业迫切需要寻找新的发展路径,当没有什么比“倒逼机制”更有效得多。“要规模”是在新的常态,倒逼企业经济发展方式,颠覆思维和生产组织的传统模式,不断求新求变,不断追求超越自我的突破,只有这样,才能实现可持续发展。珩磨油缸管余勇深有感触地说,珩磨油缸管改革前的“阵痛”,但蝴蝶成长的烦恼。涅槃是一种痛苦凤凰浴火重生,只要我们看看它与发展的角度来看,把它和使用改革,将能够成功地找到解决“阵痛”食谱。在整个“关闭”,中国珩磨油缸管业将在更广阔的发展空间,迎来。珩磨油缸管


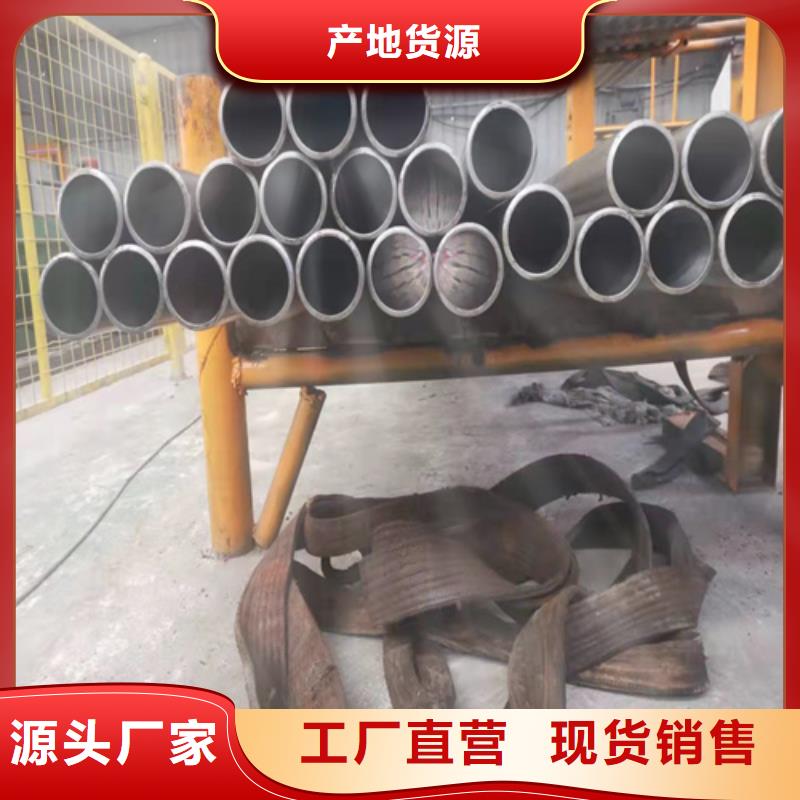
珩磨管采用滚压加工,由于表面层留有表面残余压应力,可以帮助于表面微小裂纹的封闭,阻止侵蚀作用的扩展。从而增加表面抗腐蚀能力,并能减小疲劳裂纹的产生或扩大,因而增加珩磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的性和塑性变形,滚压后,表面粗糙度值的减小,可增加配合性质缸筒是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造(又称冷拔管,珩磨管),使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。 端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后必须更换端盖



经过安达液压机械有限公司多年的努力,现公司拥有一批高素质的研发团队,和技术服务团队,被认定为山西运城高新技术企业,我们坚持以质量为生命, 山西运城珩磨管加工厂市场为导向,诚信为本的理念,永远把客户的利益和需求放在首位,且在国内外市场上有一定的认知度,同时也获得行业内人士和客户一致的认可,同时欢迎各界朋友同我公司进行广泛的技术交流与合作。


油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。



